
Abstract
In this research, laser powder bed fusion (LPBF) technology was utilized to fabricate FeCoCrNiMn high-entropy alloys (HEAs). An integrated approach combining simulation and experimental research was employed to investigate the influence of process parameters on the columnar-to-equiaxed transition (CET) within the molten pool during the LPBF process. Initially, a finite element model was developed to simulate the multi-layer LPBF printing process. This study delved into the effects of various printing parameters, namely laser power, scanning speed, and hatch spacing, on the solidification parameters. Experimental characterization was conducted to provide specific solidification model parameters, thereby validating the accuracy and reasonability of the simulation model. The research systematically and quantitatively constructed a solidification map, which correlates LPBF printing parameters with temperature gradient and solidification rate. This map unveiled a potential relationship between the LPBF solidification parameters and the microstructural morphology of the HEAs. Ultimately, mechanical property tests were performed, confirming that adjustments to the parameters could facilitate the CET to a certain extent, leading to an effective enhancement in the microhardness of the HEAs produced using LPBF technology. This study systematically investigated the LPBF printing of HEA, fine-tuned process parameters to control microstructure, and studied the effects on printed parts. This provides a valuable foundation for optimizing LPBF printing HEAs.
Similar content being viewed by others


Introduction
High-entropy alloys (HEAs), a novel material class with broad application potential, exhibit exceptional properties such as ultra-high hardness1, corrosion resistance2, and mechanical stability3, arising from their multi-element composition. In 2004, Cantor pioneered an equiatomic FeCoCrNiMn HEA with a face-centered cubic (FCC) structure. This alloy demonstrates remarkable improvements in ductility and tensile strength at lower temperatures, positioning it as a promising candidate for extreme environments like aerospace. Optimizing fabrication methods for HEAs can further amplify their advantages. Early studies employed conventional techniques such as casting4, but these methods introduce challenges like severe elemental segregation and coarse grains due to high thermal gradients, compromising mechanical performance. Additionally, traditional approaches lag behind metal additive manufacturing (AM) technologies in cost and efficiency5,6. Laser powder bed fusion (LPBF), a prominent AM technique, streamlines component processing while leveraging rapid cooling rates7,8 to suppress elemental segregation and second-phase formation. LPBF-produced components exhibit microstructures enriched with dislocation networks, nano-twins, and lattice distortions, yielding superior mechanical properties compared to conventionally manufactured counterparts9.
Research on LPBF has become one of the popular directions in AM today, with the columnar-to-equiaxed transition being a commonly observed phenomenon in the AM of metallic materials10. The mechanical properties of columnar grain structures display anisotropy, allowing for the enhancement of creep resistance11, albeit with the consequence of heightened crack propagation tendencies. In contrast, the equiaxed grain structure can enhance the strength of the surface area of manufactured components, effectively curbing crack propagation, and consequently mitigating the adverse impacts of anisotropy on mechanical properties in the context of additive manufacturing12.There are three primary strategies or methods to study CET: adjusting process parameters to control solidification parameters and the proportion of equiaxed grains13; introducing nucleating agents to promote heterogeneous nucleation and facilitate grain refinement14; and employing external forces, such as applied magnetic fields or ultrasonic vibrations, to inhibit grain growth and achieve grain refinement15,16. Fu et al.17 utilized laser metal deposition (LMD) technology to fabricate Ti6Al4V alloys, adding TiB2 particles at different weight ratios as nucleating agents to promote CET. Through experimental characterization, they established a correlation between the TiB2 particle content and grain size. Wang et al.18 employed ultrasonic vibration (UV) assisted directed energy deposition (DED) techniques, investigating the promotion of CET by vibration and establishing the relationship between high-intensity ultrasonic vibration and the epitaxial growth trend of grains, resulting in finer equiaxed grains. Numerous studies have shown that while the addition of nucleating agents or the application of external forces can promote CET to some extent, they cannot control the direction of the CET. However, there is currently little systematic research on the transformation of LPBF technology into CET. By studying CET through other additive manufacturing methods, adjusting process parameters and controlling solidification parameters can effectively regulate microstructural characteristics. Jin et al.19 utilized DED to fabricate FeCoCrNiMn HEA, investigating the effects of laser power and laser speed on the CET, summarized the impact of the DED processes on the molten pool size, microstructure, and mechanical properties. This means that, similar to DED and other AM technologies, the growth conditions of the microstructure during the LPBF process hinge on solidification parameters, notably the temperature gradient (G) and the solid–liquid interface cooling rate (R). By choosing suitable methods and strategies to control solidification parameters, an optimal distribution of equiaxed or columnar grain structures can be achieved. However, due to the complexity of the LPBF forming process and the requirement for high-end hardware equipment, in-situ observation during the formation of HEAs is challenging. Consequently, the immense computational load and intricate parameter settings involved in simulations pose significant obstacles20. As a result, there is currently a lack of research related to the temperature field and molten pool scale in LPBF, and the methods for obtaining solidification parameters from the temperature field within the molten pool are relatively limited.
This study utilizes experimental results to supplement the parameters in the solidification model, and theoretical calculations of the solidification parameters G and R were completed within the finite element model. Therefore, FeCoCrNiMn HEA parts were manufactured by LPBF technique under a set of processing parameters, and the microstructural morphology of multi-layer, multi-bead components was observed experimentally. The intrinsic correlation between G, R and the solidification microstructure was discussed by integrating experimental observations with simulations, ultimately leading to the identification of a combination of printing parameters that yielded higher microhardness values. This research quantitatively explored the relationship between LPBF printing parameters and CET, providing insights for the study of mechanisms related to microstructural formation and mechanical property enhancement. Additionally, it offers more cases for achieving ideal microstructures and high-performance HEA components through LPBF technology in additive manufacturing.
Experimental design and materials
Experimental design
To investigate the influence of the LPBF process on CET, a series of characterizations were conducted on the powders and formed HEA printed samples, with the experimental workflow illustrated in Fig. 1. First, X-ray diffraction (XRD) analysis was performed on the processed samples to confirm that the samples belong to a single-phase FCC structure. The XRD results were then used for electron backscatter diffraction (EBSD) characterization to study the anisotropy of the samples, allowing for the determination of grain size and grain orientation. Subsequently, optical microscopy (OM) and scanning electron microscopy (SEM) were employed to observe the microstructure of the molten pool after corrosion, examining the distribution of columnar and equiaxed grains within the molten pool. Energy-dispersive X-ray spectroscopy (EDS) was utilized to verify the potential of elemental segregation during the forming process. Finally, a micro-Vickers hardness tester was used to obtain the microhardness of the samples under different processing.

Print sample characterization process.
Materials and printing
The gas-atomized FeCoCrNiMn HEA powders were used as the experimental materials, which were provided by Jiangsu Wilory Advanced Materials Technology Company Limited, China. The phase composition and micro-morphology of the powders were characterized using X-ray diffraction (XRD, Ultima IV, scanning angle 20–100°, scanning speed 10°/min, 40 kV, 40 mA) and scanning electron microscopy (SEM, Zeiss Supra55, 15 kV, 100 μA, magnification 12x-10kx).
The elemental composition of the raw powder is summarized in Table 1, and the SEM image of the powder is shown in Fig. 2a, where the FeCoCrNiMn high-entropy alloy powder exhibits a spherical or near-spherical shape with a small amount of satellite particles. As depicted in Fig. 2b, the powder particle size follows a normal distribution between 15 and 70 μm, with an average particle size of approximately 35 μm.

(a) SEM image and (b) the particle size distribution of the FeCoCrNiMn HEA powders.
The EP-M100T equipment from Beijing Eplus 3D Technology was used as the primary LPBF forming system, with nitrogen gas serving as the protective atmosphere (with oxygen content controlled below 100 ppm to prevent oxidation) for printing FeCoCrNiMn high-entropy alloy components. During the forming process, the input of laser energy density (LED) from the printing equipment influences the melting state of the powder and determines the micro-morphology of the samples. The laser energy density is defined as the laser energy applied to the powder per unit time, as represented by Eq. (1):
where, E represents the laser energy density, P is the laser power, v is the scanning speed, h is the hatch spacing, and d denotes the layer thickness, they determine the amount of laser energy absorbed by the powder per unit time.
Based on the previous research of our experimental team, the approximate range of experimental parameters was determined with a laser power of 120–180 W, a scanning speed of 800–1200 mm/s, and a hatch spacing of 0.08 mm, while ensuring a density of 99.5%. The experiment was optimized based on previous research results to ensure that the microstructure has significant and observable differences. Keeping the laser spot diameter constant at 82 μm, the experiments were designed as outlined in Table 2 to investigate the influence of printing parameters on the quality of LPBF-fabricated parts. The design is illustrated in Fig. 3, where 10 mm × 10 mm × 10 mm cubic samples were fabricated on a 20 mm thick AISI 1045 steel substrate.

The schematic diagram of the LPBF process, (a) interlayer rotation scanning strategy, (b) the thin film sample.
Finite element modeling
A time–space numerical simulation of the temperature field for LPBF-formed FeCoCrNiMn high-entropy alloys was conducted, considering thermal convection, thermal cycling, and thermal conduction as boundary conditions21, establishing a three-dimensional nonlinear transient heat transfer model. Use COMSOL software to establish a model for simulation, and use a Gaussian model for the heat source. At the same time, the hexahedral mesh of the formed modeling model is refined to varying degrees. Ultra fine swept mesh is used in the powder forming layer, and coarse swept mesh is used in the substrate heat transfer layer to simplify the calculation. The LPBF printing model is illustrated in Fig. 3a, with the substrate dimensions set at 0.1 mm × 0.1 mm × 0.1 mm and the printing area of the square sample measuring 0.08 mm × 0.08 mm. The layer thickness was controlled at 0.025 mm, and a 67° laser rotation printing strategy was employed. Other parameters were adjusted according to the actual printing parameters. The model was used to obtain the temperature variations at each output time step during the printing process, from which G and R were extracted and calculated.
Material characterization and statistics
As shown in Fig. 3b, The formed components were sectioned into 2 mm thick slices along the building direction (BD), scanning direction (SD), and transverse direction (TD) to prepare metallographic samples. After mounted, ground and polished, an etching solution was prepared (FeCl3: HCl: water = 1 g:10 ml:20 ml) to facilitate surface etching for 3–5s. The microstructure of the formed component slices was characterized using XRD, SEM, EDS (Ultim Max 65), OM (OLYMPUS GX53), and EBSD. Microhardness testing (Qness 10/60 M, HV 0.05) was performed on the etched slices, with indents arranged in a T-shape pattern on the same sample. A total of 15 points were measured across three positions, and the average of the data was taken to obtain the hardness results.
According to the research results of Zhong et al.22, the interlayer rotation scanning strategy can effectively improve the printing condition and grain morphology. This study initially explored the printing of parts with rotation angles of 0° and 90°. Similar to previous research, the parts have experienced defects such as varying degrees of warping and deformation. The frequency of defect occurrence decreases with the increase of rotation angle within a certain range, and the stress continuously decreases with the increase of angle. In addition, according to the recommendations of multiple device manufacturers, a 67° interlayer rotation scanning strategy is adopted. This will achieve uniform stress distribution in LPBF formed parts23, while the XOZ or YOZ plane theory does not have forming anisotropy, which will help improve mechanical properties.
However, due to the limitation of the observation window, it is not feasible to statistically measure the size of multi-layer molten pools. Assuming that all molten pool dimensions remain constant under ideal conditions during the LPBF process, the ideal variance of the molten pool dimensions for continuous layers 3–16 was analyzed, with the results shown in Fig. 4. The variance was indicated in the line chart, and the variance for 8 layers sample being the smallest. Considering the rationality of the sampling and the practical workload involved in measurement, the average width of the molten pool dimensions for the continuous 8 layers was calculated and recorded.

Continuous molten pool counts statistics.
Results and discussion
Microscopic characterization of LPBF
The XRD patterns of LPBF multi-layer and multi-track formed components at different cross-sections are shown in Fig. 5a. The EBSD results displayed in the side section are similar to Jin et al.'s study19, showing anisotropy in the printing directions of BD and SD. Compared to the powder, the 2 Theta angles of all XRD samples remained unchanged, confirming the FCC structure, consistent with the findings of Liu et al.24. In the control group O, the peak widths and intensities in the TD and BD of the <111> plane showed slight differences, indicating that the solidification process is directional, where grains develop selective orientations during growth, resulting in characterization differences in the formed components in different directions25.

(a) XRD patterns of the FeCoCrNiMn powders and the single-track LPBF HEA part, EBSD images pole figure (IPF) and grain size of LPBF printed samples: (b1) G1 (XOZ plane), (b2) G2 (XOZ plane), (c1) S1 (XOZ plane), (c2) S2 (XOZ plane), (d1) J1 (XOZ plane), (d2) J2 (XOZ plane), (e1) O (XOZ plane), (e2) O (XOY plane).
The intensity of the <111> and <200> planes in groups G2, S1, TD & BD of the control group O exhibited significant differences compared to the original powder, with a relatively stronger <200> texture suggesting that grain orientation is more biased towards <100>, which becomes the primary growth direction for the grains. The shape of the molten pool is closely related to the VED; higher VED combinations tend to accumulate more heat in the center of the molten pool. Additionally, the Marangoni thermal flow effect also impacts the solidification process26, resulting in differences in grain size and orientation at the micro-scale, ultimately leading to noticeable changes in intensity of XRD samples at certain angles.
XRD can quickly characterize the phase information of sample cross-sections under different processing parameters, including crystal structure. However, the information regarding grain characteristics remains incomplete. Utilizing the results obtained from XRD for EBSD characterization can further visualize and quantitatively analyze the microstructure of the samples, allowing for a deeper exploration of the impact of increased VED due to processing parameters on grain size and orientation arrangement.
The EBSD data of the LPBF-formed cross-sections were processed, resulting in orientation maps and grain size distribution maps for the components under different forming parameters on the XOZ plane, as shown in Fig. 5b–e. During the forming process, the interlayer printing was rotated by 67°, so there was no significant difference in the microstructure between the XOZ plane and the YOZ plane. Each orientation map in the XOZ direction displayed variously shaped lamellar structures, where columnar grains extended through the molten pool boundaries and grew in a direction perpendicular to the molten pool boundary, which is parallel to the temperature gradient of the molten pool. Furthermore, the rotation of the interlayer scanning direction hindered the crossing growth of the columnar grains, causing their growth direction to change due to the melting of the powder in the subsequent layer23.
Statistical analysis of the grain size revealed that printed parameter combinations with lower VED favored the formation of smaller grains. This effect was particularly evident in the comparison of the speed group, where the scanning speed increased from 600 to 1600 mm/s, resulting in a reduction of the grain size distribution from 0–140 to 0–60 μm, significantly increasing the proportion of equiaxed grains. The grain size distribution range for groups J1 and the control group O did not change. However, the distribution range of grain sizes was more dispersed in the J1 group due to the closer scanning distance, which led to multiple occurrences of in-layer remelting, thus providing equal opportunities for each grain to grow larger. Additionally, no significant differences were observed in the grain size distribution between the XOZ and XOY of the control group O.
The pole figures and inverse pole figures of the EBSD data for samples with different LPBF printing parameters are shown in Fig. 6. It is evident that printed parameter combinations with higher VED tend to cause preferential grain orientation distribution, corroborating the results obtained from XRD characterization. In Fig. 6b, both the pole figures for G1 and G2 display textured structures. According to the inverse pole figure, G2 exhibits a more pronounced preferential orientation than G1, which is not along the <001> direction. Combining the observations from Fig. 6b2 and a, it is inferred that under this parameter, the main growth direction of the columnar grains is oriented diagonally from the molten pool boundary toward the center of the molten pool, with the thermal gradient direction not being completely parallel to the BD. This ultimately results in the preferential growth orientation of the grains not aligning with the <001> direction.

Pole figure and Inverse pole figure corresponding to different VED and phase of LPBF samples.
In Fig. 6b1, the S1 sample exhibits the maximum temperature gradient direction along the SD, where <001> is the preferential orientation parallel to the SD direction. The cross-section of the J1 sample in Fig. 6c1 also shows a textured structure, where the X1 direction, which is parallel to the BD, has <001> as its preferential orientation. In contrast, the pole figures of S2 and J2 in Fig. 6b2,c2 do not exhibit any significant preferential grain orientation distribution. According to Fig. 6d1,d2, the control group O shows <001> as the preferential orientation parallel to the BD direction, indicating that during the solidification process, <001> is the preferred growth direction of grains along the thermal gradient in the LPBF-formed high-entropy alloy.
The EBSD characterization across different groups shows variations, with a trend indicating that higher VED combinations tend to produce larger columnar grains. Furthermore, these grains are more likely to develop preferential orientations under the influence of thermal flux in various directions. By adjusting the printing parameters for LPBF-formed HEAs, it was observed that higher scanning speeds and wider hatch spacings facilitate the formation of uniformly distributed equiaxed grains, thereby reducing the anisotropy associated with the printing process.
By characterizing the OM of the formed sample, the cross-section of the part was observed in order to prepare for subsequent characterization experiments and obtain the melt pool size of the part under different forming parameters. The relationship between process parameters and cooling rate can be preliminarily explored based on the size of the melt pool. The side cross-sectional OM images of the high-entropy alloy components are shown in Fig. 7, consistent with previous research findings21, where Fig. 7a1,a2,b1,b2,c1,c2,d corresponds to G1, G2, S1, S2, J1, J2 and the control group O. The OM images reveal the dimensions of the molten pool, demonstrating that different printing parameters can influence the size of the molten pool to a certain extent. According to LED Eq. (1), assuming other parameters remain constant, as the scanning speed increases, the laser energy density absorbed by the powder per unit time decreases. Consequently, the laser energy diffuses more slowly in thermal form, resulting in fewer metal powders absorbing sufficient energy to reach their melting point, which leads to a smaller molten pool width. Moreover, the maximum temperature within the molten pool is significantly affected by the laser energy density, which, in conjunction with changes in molten pool dimensions, ultimately causes variations in the cooling rates. Similarly, when maintaining a constant laser energy density, variations in laser power and hatch spacing also result in changes in molten pool sizes, leading to differences in cooling rates. Data on the molten pool widths across eight consecutive layers were statistically analyzed, as illustrated as line chart in Fig. 7e. Here, label 1 represents the first horizontal parameter of each group, label 3 corresponds to the second parameter, while label 2 denotes the control group O. The results indicate that wider hatch spacing, lower laser power, or higher scanning speeds lead to a significant reduction in molten pool sizes. In these cases, the cooling rates during the solidification process are notably higher.

OM image of microstructure of high entropy alloy side section: (a–d) Each parameter combination. and (e) average molten pool width
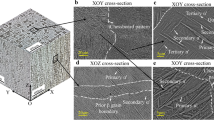
The distribution of grains within the molten pool was determined using SEM. The SEM images of the FeCoCrNiMn grains formed using LPBF technology are shown in Fig. 8a, with the molten pool outline indicated by white dashed lines. Notable laser scanned inter-layer overlaps were observed, revealing distinct microstructural features across different regions within the molten pool. Figure 8b–d present typical SEM images of grain morphologies, including columnar grains, a mixture of columnar and equiaxed grains, and equiaxed grains.

SEM image of FeCoCrNiMn grain morphology formed by LPBF: (a) cross sectional molten pool characterization image, (b–d) equiaxed grains, mixed grains, and columnar grains, (e) EDS analysis.
The central region at the top of the melt pool has uniformly distributed equiaxed grains, which solidify in a cellular dendritic growth mode with grain sizes ranging from 300 to 1000 nm. This grain structure is attributed to the rapid solidification characteristic of the LPBF process, which limits excessive undercooling of the grains, thus restricting their growth. In contrast, the bottom region of the molten pool primarily contains columnar grains, which typically measure several tens of micrometers in length and 1–2 μm in width. Between the columnar and equiaxed grains, a mixed region of columnar-equiaxed grains is observed. SEM cross-sectional analysis reveals that the growth orientation of the columnar grains is parallel to the direction of the temperature gradient, extending from the molten pool boundary toward the center of the pool. The direction of maximum temperature gradient for some of the columnar crystals deviates from the build direction by a certain angle, growing across the molten pool boundary. The growth of columnar grains within the molten pool cross-section is not symmetrically distributed, it was reproduced in the temperature field simulation. Additionally, the elemental composition distribution of the formed HEA parts was examined using EDS, as shown in the electron image results in Fig. 8e. Compared to the proportion of each element in the powder, the five main elements in the solidified state are evenly distributed, without significant elemental segregation due to the variations in grain morphology27.
The sample needs to be corroded to determine the melt pool. Using a micro-Vickers hardness tester to measure the hardness of corroded samples reveals significant differences in hardness between HEAs samples printed under different forming parameters. Although mild corrosion will increase the surface roughness of the sample and slightly increase the hardness value, the overall impact trend on the hardness of samples undergoing synchronous corrosion is relatively small. At the same time, the experiment used HV0.05, which is a pressure of 50 g, to produce indentation. The minimum gap is maintained between the indentations to ensure that the first indentation does not affect the second indentation. Collect data from 7 evenly distributed test points within the same melt pool, calculate the hardness value of each sample group based on the indentation area observed under the optical microscope, as shown in Fig. 9a, and calculate the average value. The results of each group are shown in Fig. 9b. The hardness of the control group O was recorded at 257.8 HV, while the G1 and S2 groups exhibited increased hardness values of 265.1 HV and 269.8 HV, respectively. These results indicate that reducing the laser power and increasing the scanning speed can enhance the hardness of the HEA. Additionally, both excessively high and low hatch spacings resulted in a noticeable decrease in hardness values. This trend suggests that extreme hatch spacings negatively affected the solidification of the HEA, leading to reduced sample density. Consequently, this reduction in density influenced the measurement of the indentation during the hardness test, ultimately affecting the hardness results of the samples.

Micro Vickers hardness (HV) of LPBF printed samples:(a) test points with average distribution, (b) different hardness values of different groups.
Simulation and solidification parameters
In the LPBF process, the transformation from columnar grains to equiaxed grains is closely related to the G and R. During rapid solidification, G and R dominate the undercooling conditions, significantly influencing the grain growth behavior. By employing finite element modeling, the values of G and V can be extracted and calculated for individual molten pool sections during the LPBF fabrication of HEAs. The temperature gradient G exhibits directional characteristics, as expressed in Eq. (2):
where \(i\) represents the gradient direction, and \(G_{x}\), \(G_{y}\), \(G_{z}\) are the components of the temperature gradient in the X, Y, and Z directions, respectively. Additionally, the solidification rate R, cooling rate V, and temperature gradient G are closely related, with their relationship expressed in Eq. (3):
Using OM to characterize the actual size of the molten pool, the validity of the finite element thermal model simulation results was verified. Based on the thermal model, an analysis of the thermal cycling process in the molten pool was conducted using Control Group O as an example. Figure 10 simulates the three-layer printing process of the high-entropy alloy FeCoCrNiMn using by LPBF. The molten pool experiences rapid heating and cooling. During solidification, the accumulated heat in the molten pool causes a sharp increase in local temperature within approximately 0.1 s. As the laser beam moves, the local temperature gradually decreases. Once the temperature drops below the liquidus temperature of the material, solidification begins. Figure 10a presents the temperature distribution in the XOZ plane of the finite element thermal model, which is perpendicular to the direction of laser advancement. The distribution of the virtual line at the center of the cross-section is asymmetric; the melted area, influenced by the laser, has accumulated a significant amount of heat and exhibits a phenomenon of "preheating," leading to a smaller temperature variation. In contrast, the unmelted region remains unaffected, resulting in a greater temperature variation between the two regions. This indicates that the temperature gradient distribution in the scanning area during solidification is uneven, which is further corroborated by the SEM images showing that the temperature gradient is asymmetric across the cross-section.

The three-layer LPBF printing process of the control group O: (a)Temperature distribution on the XOZ plane of the finite element heat transfer model, (b) Temperature distribution curves in five directions, (c) Thermal cycling curves at different nodes in the third direction, (d) R distribution map on the XOZ plane, (e) G distribution map on the XOZ plane.
In Fig. 10a, the dashed line indicates the melted and unmelted regions of the third layer, the dotted-dashed line represents the molten pool boundary, and the five dashed arrows indicate the points of laser action (the center of the molten pool) directed towards the pool boundary in five directions. These are classified in sequential order of the forming process as (i) 10°, (ii) 30°, (iii) 90°, (iv) 150°, and (v) 180°, with measurements taken 0.075 mm from the center of the molten pool. From the center of the molten pool to the previously formed lower layer, the overall maximum temperature exhibits a radially decreasing trend, with temperature gradient changes in each direction ranging from steep to gradual. The maximum temperature at the center of the molten pool can reach up to 3600 °C, while the temperature at 0.3 mm from the center ranges between 2800 and 2600 °C In contrast, the minimum temperature in the bottom region of the molten pool is only 1400 °C. The analysis results confirmed by SEM characterization validate that the steep temperature distribution facilitates the formation of columnar grains in the region near the bottom of the molten pool.
Figure 10b illustrates the temperature distribution curves along five directions extending from the center of the molten pool to the pool boundary, showing a decreasing trend in temperature, with the rate of decrease gradually increasing. Among these directions, the vertical direction relative to the substrate (iii90°) exhibits the most significant temperature variation, as it has a deviation angle of 0° from the laser trajectory. Therefore, Direction 3 was selected as the target for investigating the cooling rate. Along Direction 3, seven nodes were selected, starting from the center of the molten pool. The distance to the first node is 0.05 mm, followed by an interval of 0.1 mm to reach the next five nodes. Figure 10c displays the thermal cycling curves at different node positions along Direction 3. As the laser moves along the scanning path, each node experiences three thermal cycles, where the temperature rapidly rises from low to high and then quickly drops within a short time frame, resulting in extremely high cooling rates. Additionally, because the temperature change is smaller, the cooling rate gradually decreases as one moves further away from the laser-affected nodes.
The molten pool simulation results of the solidification rate R are shown in Fig. 10d. Consistent with the research findings of Li et al.28, although the printing method of HEAs is different, the pattern presented by the melt pool is similar. The R is lowest at the molten pool boundary, while it is highest in the upper region of the molten pool. The simulation model also extracts \(G_{x}\), \(G_{y}\), \(G_{z}\), and the G is calculated according to Eq. (2). The simulation results are presented in Fig. 10e, illustrating the distribution of G values across the XOZ plane. It is evident that the distribution of the temperature gradient is not uniform, with the right half of the cross-section displaying darker colors compared to the left half. This disparity arises because the left half of the cross-section has undergone a “preheating” process, resulting in a smoother temperature distribution from the laser-affected area to the center of the molten pool, leading to a lower temperature gradient than that of the right half, which has not experienced "preheating." Additionally, at the lower temperature region where the powder is located close to the substrate, the G value is highest. Conversely, the G value is lowest in the upper powder layer where the temperature is relatively high28.
Result and discussion
The temperature gradient G and the solidification rate R jointly influence the CET in additively manufactured HEAs, ultimately determining the microstructural grain morphology. In the LPBF process of high-entropy alloys, numerous process parameters significantly affect G and R. To elucidate the CET of the FeCoCrNiMn high-entropy alloy during the LPBF process, the G and R of the solidified molten pool under different process parameters are extracted through simulation, and a CET solidification diagram is established in conjunction with experimental characterization results.
The solidification diagram is based on Hunt’s unidirectional steady-state solidification model. When the \(\varphi\) parameter exceeds a critical value, the CET transformation occurs. Specifically, when \(\varphi < 0.0066\), it is assumed that the solidification structure consists solely of columnar grains, with the critical minimum \({G}_{min}\) described by Eq. (4); conversely, when \(\varphi > 0.66\), it is assumed that the solidification structure consists solely of equiaxed grains, with the critical maximum \(G_{\max }\) defined by Eq. (5).
According to the solidification model, it is assumed that all grains nucleate at the same critical undercooling \(\Delta T_{n}\). By integrating the growth velocity from the moment of nucleation until the columnar front reaches the grain, the radius of equiaxed grains can be determined. Under steady-state conditions, as expressed in Eq. (6), a relationship is established between the temperature gradient G, the volume fraction of equiaxed grains \(\varphi\), the nucleation undercooling \(\Delta T_{n}\), the nucleation density \(N_{0}\), relevant parameters n&a of the alloy powder, and the undercooling at the dendrite tip \(\Delta T_{c}\).
Due to the high temperature gradient during the LPBF process, the nucleation undercooling \(\Delta T_{n}\) is simplified according to the optimized unidirectional steady-state solidification model by Gäumann, as expressed in Eqs. (7) and (8). The simplification of the model will result in a loss of some accuracy of the CET model, but within an acceptable range.
The undercooling at the dendrite tip \(\Delta T_{c}\) is then calculated using empirical formulas.
At the same time, substituting Eqs. (7) and (8) into Eq. (6) simplifies the relationship between G, R, and the volume fraction of equiaxed grains \(\varphi\).
Using Eq. (3), the extracted values of G and R from the model were substituted. Based on the actual grain morphologies obtained from the SEM images of the molten pool with different parameters, as compared in Fig. 11, the fitted value of \(N_{0}\) was determined to be 2 × 1015 in this study28.

Determination of the N0 by fitting the measured volume fraction φ of the equiaxed grains in the LPBF FeCoCrNiMn HEA.
By further simplifying Eqs. (4) and (5) using Eqs. (7) and (8), the critical temperature gradients for the solidification structures to form only equiaxed grains and columnar grains are obtained.
In this context, \(a\) and \(n\) are alloy powder-related parameters, with \(N_{0}\) taken as 2 × 1015, \(a\) as 1.25 × 103, and \(n\) as 3.4. Based on the parameter combinations in Table 1, simulations were conducted to obtain the distributions of G and V within individual molten pools. During the data processing, the G and R values were extracted from five different directions within the molten pool for each printing parameter. Considering the thermal influence of the inter-layer overlap on the molten pool, the G and R values for direction iii 90° were retained. Using Eqs. (10) and (11), two CET transformation curves were plotted: one representing the transition from columnar grains to mixed grains and the other from mixed grains to equiaxed grains. The simulated G and R values for different parameter combinations along direction iii 90° were connected, resulting in the final G-R solidification curve for equiaxed grains and columnar grains, as shown in Fig. 11. This solidification diagram establishes the relationship between G, R, and grain morphology during the LPBF processing of FeCoCrNiMn.
Unlike the CET model proposed by Li et al.28, the simplification of the nucleation undercooling leads to the two lines in the log–log coordinate system of Eqs. (4) and (5) having constant and equal slopes in Fig. 12. This results in a linear representation in the G-R solidification diagram, dividing the G-R plot into three regions: equiaxed grain region, columnar grain region, and columnar-equiaxed mixed grain region.

The CET model revealing the effects of G and R on the morphologies.
Combining the simulation results obtained from Fig. 10d,e, it is observed that the bottom region of the molten pool exhibits a higher G value and a lower R value, which is represented in the G-R solidification diagram as predominantly columnar grains. Conversely, the top region of the molten pool shows a lower G value and a higher R value, which manifests in the G-R solidification diagram as predominantly equiaxed grains. This indicates that in the LPBF processing of high-entropy alloy components, a decrease in the temperature gradient G and an increase in the cooling rate R within the molten pool region favor the transition of grain morphology from columnar grains to equiaxed grains. The upper left corner in Fig. 12 represents the columnar crystal region at the bottom of the melt pool, the lower right corner represents the equiaxed crystal region at the top of the melt pool, and the area between the two black lines is the mixed crystal region in the middle of the melt pool.
The G-R solidification curve established from the simulation results predicts the influence of different parameter combinations on the microstructure during the LPBF processing. From the solidification curve, it can be inferred that during the LPBF printing of high-entropy alloys, columnar grains begin to grow first at the bottom of the molten pool, followed by a mixed region of columnar and equiaxed grains in the middle of the molten pool, and ultimately transitioning to equiaxed grains at the top of the molten pool. The predicted results are in good agreement with the experimental findings observed through electron microscopy in Fig. 8, thereby validating the rationality of the CET solidification curve.
In this study, several parameters of laser energy density directly affected the differences in microstructural morphology, which directly influence the CET. In the solidification curve shown in Fig. 12, the parameter combinations in Table 1 were compared with the simulation results of the control group O based on the results of SEM and OM. The power group G1 exhibited minimal variation compared to the control group O. As the power increased, the G-R curve of G2 slightly shifted to the upper right. This indicates that a higher laser power leads to an increase in G, which is unfavorable for the CET. However, as the temperature gradient rises, the curve did not shift upward or to the left, suggesting that an increase in laser power also results in an increase in solidification rate R. The combined changes in G and R jointly determine the curve’s movement toward the upper right. The speed group shows significant differences compared to the control group O. Specifically, the solidification curve for S1 shifted downward and to the left, and its overall length decreased by nearly half, with the curve entirely falling within the mixed grain region. The decrease in scanning speed led to heat accumulation in the molten pool and its surroundings, resulting in a shortened temperature gradient G for the S1 solidification curve. Concurrently, the cooling rate also significantly decreased, leading to a reduced solidification rate for the molten pool scale according to Eq. (3), which caused the S1 curve to shorten and shift downward. When the laser scanned to the neighboring track of S1, it caused re-melting in the already solidified region, resulting in the re-melting of the solidified microstructure followed by a slow solidification process. For S2, the curve shifted slightly to the right while its length decreased slightly compared to the control group O, indicating a slight increase in the temperature gradient G within the molten pool as the scanning speed increased. According to Eq. (11), the cooling rate significantly increased, and this change was more pronounced than that of the temperature gradient, leading to a substantial increase in the solidification rate R, which caused the S2 curve to shift to the right. This suggests that increasing the printing speed can facilitate the CET, which was validated by the EBSD characterization results, showing that the grain size within the molten pool for S2 was finer compared to the S1 group. The changes in the solidification curve for J1 were similar to those of the control group O, as the heat accumulation within the printing range resulted in a reduction of the temperature gradient G on the molten pool scale. However, since the printing speed did not decrease, the cooling rate did not significantly decline, which meant that the J1 curve shortened less dramatically than the S1 curve, shifting downward and to the right relative to the control group O’s solidification curve. In the case of J2, although successful printing was achieved under this parameter combination, the solidification curve for J2 shifted to the upper right compared to the control group O. This phenomenon may be attributed to the poor overlap effect of the molten pools within layers, leading to an increase in the temperature gradient. Given that the printing speed remained constant, the solidification rate R decreased, resulting in the curve shifting to the upper left. Overall, the changes in the J1 and J2 curves within the G-R solidification curve indicate that both excessively large and small scanning intervals are detrimental to the CET.
The solidification microstructure plays a crucial role in determining the performance of formed parts. Investigating the CET formed during the LPBF process contributes to the fabrication of components with adjustable microstructures and exceptional mechanical properties. The results of the microhardness tests corroborate the conclusions of the CET study, indicating that appropriately lowering the laser power and increasing the scanning speed can promote the CET. This transition effectively facilitates grain refinement, and its strengthening mechanism can be explained using the Hall–Petch relationship (Eq. 12)29:
In this context, SG represents the yield strength enhanced by grain boundaries, D denotes the grain size, S0 and k are constants associated with the microstructure. According to the Hall–Petch relationship, the average grain size significantly influences the yield strength of metallic materials. During hardness testing, a smaller grain size at room temperature leads to a higher density of grain boundaries within a given volume, which effectively inhibits dislocation movement. As the proportion of equiaxed grains increases and the grain structure becomes finer, the hardness of the LPBF-printed samples improves correspondingly. This grain refinement contributes to the enhanced mechanical properties of the materials produced through the LPBF process.
Limitations and future work
The study acknowledges certain limitations that warrant further consideration. The experimental scope was constrained by a focused selection of laser processing parameters (power, scanning speed) and a limited number of samples, which may restrict the generalizability of the observed CET trends across broader parameter ranges or complex geometries. Additionally, the necessity of metallographic corrosion to delineate molten pool boundaries introduced localized surface alterations, potentially influencing microhardness measurements near these interfaces. While efforts were made to minimize such effects by conducting indentation tests away from visibly corroded regions, subtle microstructural changes induced by etching could still introduce measurement variability. These limitations highlight the need for future work to incorporate expanded parameter sets, statistically robust sample sizes, and advanced characterization techniques (non-destructive 3D EBSD or in-situ hardness mapping) to decouple process-induced artifacts from intrinsic material behavior.
Conclusions
This study investigates the effects of variations in laser power, scanning speed, and hatch spacing to the CET, providing essential insights for the further development of LPBF additive manufacturing of HEAs. The main conclusions are as follows:
-
1.
A three-layer LPBF fabrication model for HEA was established, and the extracted solidification parameters were consistent with the actual microstructural state of the grains. Notably, at lower temperatures near the substrate, G was highest and R was lowest, which resulted columnar grains. In contrast, the powder layer at the higher temperature region exhibited the lowest G and the highest R, corresponding to the equiaxed grains. The central region of the molten pool displayed a mixed phase of columnar and equiaxed grains. Additionally, due to the laser "preheating," both experimental and simulation results showed an asymmetric condition in the molten pool’s XOZ cross-section, which affected the distribution of the temperature gradient.
-
2.
The EBSD results indicate that an increase in laser energy density, caused by certain printing parameters, tends to induce preferential orientation in the samples, leading to anisotropy. The existence of anisotropy in the printed parts was discovered through XRD, and the grain distribution in the melt pool of the printed parts was observed through OM and SEM characterization experiments. During the forming process, the degree of grain epitaxial growth varies, and the growth direction is consistent with the thermal gradient direction, especially in the <001> direction. The EBSD results indicate that an increase in laser energy density, caused by certain printing parameters, tends to induce preferential orientation in the samples, leading to anisotropy. EBSD can also observe the distribution of equiaxed grains in the melt pool caused by higher scanning speeds, which is beneficial for reducing the anisotropy of the sample and improving the mechanical properties of HEA to a certain extent.
-
3.
Combining the characterization with the simulation results, it is observed that appropriately increasing the scanning speed and reducing the laser power during the solidification of the molten pool can effectively enhance the cooling rate and reduce the temperature gradient, thereby promoting the CET to varying degrees. Conversely, increases or decreases in hatch spacing are detrimental to CET. The occurrence of CET in LPBF-formed HEAs facilitates grain refinement, which in turn improves the hardness of the samples. Compared to the control group’s microhardness tests, the experiments conducted in this study indicate that increasing the scanning speed can raise the hardness by approximately 4.7%, and it can be enhanced by 11.8% when compared to the group with the lowest hardness due to the largest hatch spacing. The study of micro-Vickers hardness can serve as a reference to guide the process parameters of LPBF forming HEAs, in order to promote CET transformation and ultimately improve the hardness of the parts.
Data availability
The data that support the findings of this study are available from AVIATION INDUSTRY CORPORATION OF CHINA, LTD. But restrictions apply to the availability of these data, which were used under license for the current study and so are not publicly available. The data are, however, available from the authors upon reasonable request and with the permission of AVIATION INDUSTRY CORPORATION OF CHINA, LTD. If corresponding experimental data details are needed, the first author Zhou, who can be contacted, has been added to the data availability section at the end of the manuscript.
Abbreviations
- LPBF:
-
Laser powder bed fusion
- HEAs:
-
High-entropy alloys
- CET:
-
Columnar-to-equiaxed transition
- FCC:
-
Face-centered cubic
- AM:
-
Additive manufacturing
- LMD:
-
Laser metal deposition
- UV:
-
Ultrasonic vibration
- DED:
-
Directed energy deposition
- XRD:
-
X-ray diffraction
- EBSD:
-
Electron backscatter diffraction
- OM:
-
Optical microscopy
- SEM:
-
Scanning electron microscopy
- EDS:
-
Energy dispersive spectroscopy
- LED(E):
-
Laser energy density
- BD:
-
Building direction
- SD:
-
Scanning direction
- TD:
-
Transverse direction
- G :
-
Temperature gradient
- R :
-
Solid–liquid interface cooling rate
- V :
-
Cooling rate
- P :
-
Laser power
- v :
-
Scanning speed
- h :
-
Hatch spacing
- d :
-
Layer thickness
- G x :
-
Temperature gradient in the X
- G y :
-
Temperature gradient in the Y
- G z :
-
Temperature gradient in the Z
- φ :
-
The volume fraction of equiaxed grains
- G min :
-
The critical minimum of temperature gradient
- G max :
-
The critical maximum of temperature gradient
- ΔTn :
-
The nucleation undercooling
- N0 :
-
The nucleation density (2 × 1015)
- a&n :
-
Relevant parameters (1.25 × 103, 3.4)
- ΔTc :
-
The undercooling at the dendrite tip
- σ G :
-
The yield strength enhanced by grain boundaries
- σ 0&k :
-
The constants associated with the microstructure
- D :
-
The grain size
References
Yang, C. et al. A machine learning-based alloy design system to facilitate the rational design of high entropy alloys with enhanced hardness. Acta Mater. 222, 117431. https://doi.org/10.1016/j.actamat.2021.117431 (2022).
Shuang, S., Ding, Z. Y., Chung, D., Shi, S. Q. & Yang, Y. Corrosion resistant nanostructured eutectic high entropy alloy. Corros. Sci. 164, 108315. https://doi.org/10.1016/j.corsci.2019.108315 (2020).
Martin, P., Aguilar, C. & Cabrera, J. M. A review on mechanical alloying and spark plasma sintering of refractory high-entropy alloys: Challenges, microstructures, and mechanical behavior. J. Market. Res. 30, 1900–1928. https://doi.org/10.1016/j.jmrt.2024.03.205 (2024).
Cho, H. S. et al. Influence of reduction ratio on the microstructural evolution and subsequent mechanical properties of cold-drawn Co10Cr15Fe25Mn10Ni30V10 high entropy alloy wires. J. Alloy. Compd. 821, 153526. https://doi.org/10.1016/j.jallcom.2019.153526 (2020).
Wang, J. et al. Microstructure and mechanical properties of AZ31 magnesium alloy prepared using wire arc additive manufacturing. J. Alloy. Compd. 939, 168665. https://doi.org/10.1016/j.jallcom.2022.168665 (2023).
Zhan, X., Wang, Q., Wang, L., Gao, Z. & Yang, X. Regionalization of microstructure and mechanical properties of Ti6Al4V transition area fabricated by WAAM-LMD hybrid additive manufacturing. J. Alloy. Compd. 929, 167345. https://doi.org/10.1016/j.jallcom.2022.167345 (2022).
Li, R. et al. Selective laser melting of an equiatomic CoCrFeMnNi high-entropy alloy: Processability, non-equilibrium microstructure and mechanical property. J. Alloy. Compd. 746, 125–134. https://doi.org/10.1016/j.jallcom.2018.02.298 (2018).
Zhu, Z. G. et al. Hierarchical microstructure and strengthening mechanisms of a CoCrFeNiMn high entropy alloy additively manufactured by selective laser melting. Scripta Mater. 154, 20–24. https://doi.org/10.1016/j.scriptamat.2018.05.015 (2018).
Moghaddam, A. O., Shaburova, N. A., Samodurova, M. N., Abdollahzadeh, A. & Trofimov, E. A. Additive manufacturing of high entropy alloys: A practical review. J. Mater. Sci. Technol. 77, 131–162. https://doi.org/10.1016/j.jmst.2020.11.029 (2021).
Dongdong, Gu., Shi, Q., Lin, K. & Xi, L. Microstructure and performance evolution and underlying thermal mechanisms of Ni-based parts fabricated by selective laser melting. Addit. Manuf. 22, 265–278. https://doi.org/10.1016/j.addma.2018.05.019 (2018).
Im, S.-Y. et al. Unidirectional columnar microstructure and its effect on the enhanced creep resistance of selective electron beam melted Inconel 718. J. Alloy. Compd. 817, 153320. https://doi.org/10.1016/j.jallcom.2019.153320 (2020).
Chew, Y. et al. Microstructure and enhanced strength of laser aided additive manufactured CoCrFeNiMn high entropy alloy. Mater. Sci. Eng. A 744, 137–144 (2019).
Miyata, Y., Okugawa, M., Koizumi, Y. & Nakano, T. Inverse columnar-equiaxed transition (CET) in 304 and 316L stainless steels melt by electron beam for additive manufacturing (AM). Crystals 11, 856. https://doi.org/10.3390/cryst11080856 (2021).
Liu, X. et al. Grain refinement and crack inhibition of selective laser melted AA2024 aluminum alloy via inoculation with TiC–TiH2. Mater. Sci. Eng. A 813, 141171. https://doi.org/10.1016/j.msea.2021.141171 (2021).
Liu, J. et al. Formation mechanism of three-layer solidified structure in commercial purity Al during solidification with a forced flow field induced by pulsed magnetic field. Metall. Mater. Trans. A 53, 4362–4376. https://doi.org/10.1007/s11661-022-06832-w (2022).
Chen, J. et al. Grain refinement and Laves phase dispersion by high-intensity ultrasonic vibration in laser cladding of Inconel 718. J. Market. Res. 30, 8563–8575. https://doi.org/10.1016/j.jmrt.2024.05.229 (2024).
Ke, Fu. et al. Grain refinement of Ti6Al4V by incorporating in-situ TiB nanowhiskers in laser melting deposition. J. Market. Res. 27, 2893–2901. https://doi.org/10.1016/j.jmrt.2023.10.128 (2023).
Wang, Z. et al. Effects of ultrasonic vibration on microstructure and mechanical properties of 1Cr12Ni3MoVN alloy fabricated by directed energy deposition. Ultrasonics 132, 106989. https://doi.org/10.1016/j.ultras.2023.106989 (2023).
Jin, M., Chen, Y., Dovgyy, B., Lee, P. & Pham, M.-S. Toward the equiaxed grain microstructure in CrMnFeCoNi high-entropy alloy fabricated by directed-energy deposition. Adv. Eng. Mater. 2024, 2301969. https://doi.org/10.1002/adem.202301969 (2024).
Dwivedi, A., Khurana, M. K. & Bala, Y. G. Effect of parameters on quality of IN718 parts using laser additive manufacturing. Mater. Sci. Technol. 40(8), 633–648. https://doi.org/10.1177/02670836231219865 (2024).
Guo, R. et al. Process optimization of CoCrFeMnNi high entropy alloy fabricated by selective laser melting based on thermal mechanism and molten pool behavior analysis. JOM 76, 4783–4801. https://doi.org/10.1007/s11837-024-06631-1 (2024).
Zhong, Q., Wei, K., Ouyang, T., Li, X. & Zeng, X. Effect of rotation angle on surface morphology, microstructure, and mechanical properties of Inconel 718 alloy fabricated by high power laser powder bed fusion. J. Mater. Sci. Technol. 154, 30–42. https://doi.org/10.1016/j.jmst.2023.01.021 (2023).
Jia, H. et al. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 113, 2413–2435. https://doi.org/10.1007/s00170-021-06810-3 (2021).
Liu, D., Wang, W., Ao, W., Li, Y. & Han, S. Microstructure and tensile properties of dissimilar metal joints between FeCoCrNiMn alloy and stainless steel using CoCrNiMn powders as filler material. Opt. Laser Technol. 177, 111162. https://doi.org/10.1016/j.optlastec.2024.111162 (2024).
Piglione, A. et al. Printability and microstructure of the CoCrFeMnNi high-entropy alloy fabricated by laser powder bed fusion. Mater. Lett. 224, 22–25. https://doi.org/10.1016/j.matlet.2018.04.052 (2018).
Chen, L. et al. Simulation of surface deformation control during selective laser melting of AlSi10Mg powder using an external magnetic field. AIP Adv. 9(4), 045012. https://doi.org/10.1063/1.5085735 (2019).
Yang, C.-M. et al. Study of tribological property of laser-cladded FeCoCrNiMnx high-entropy alloy coatings via experiment and molecular dynamics simulation. Tribol. Int. 191, 109106. https://doi.org/10.1016/j.triboint.2023.109106 (2024).
Li, H. et al. Columnar to equiaxed transition in additively manufactured CoCrFeMnNi high entropy alloy. Mater. Des. 197, 109262. https://doi.org/10.1016/j.matdes.2020.109262 (2021).
Li, Z. et al. Microstructure evolution during high temperature rolling and effect on the mechanical properties of TiBw/Ti65 composites with network structure. Mater. Charact. 208, 113642. https://doi.org/10.1016/j.matchar.2024.113642 (2024).
Acknowledgements
This project is supported by the Aeronautical Science Foundation of China (No. 20220042074001).
Author information
Authors and Affiliations
Contributions
Zhou. Writing—review & editing, Writing—original draft, Visualization, Validation, Software, Methodology, Investigation, Formal analysis, Data curation, Conceptualization. He. Writing—Review & Editing, Project administration, Methodology, Funding acquisition. Liu. Project administration, Methodology, Funding acquisition. Ming. Investigation, Data curation Du. Investigation, Data curation. Gan. Software, Resources, Investigation, Data curation. Dong. Supervision, Resources, Project administration, Investigation. Beilin Fan: Project administration, Methodology.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhou, Z., He, K., Liu, Q. et al. Effects of LPBF printing parameters on the columnar-to-equiaxed grain transition in FeCoCrNiMn alloys. Sci Rep 15, 21893 (2025). https://doi.org/10.1038/s41598-025-06638-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-025-06638-x
