
Abstract
This study examines the impact of sintering air volume on the characteristics of combustible lean gases (CO, H2, and CH4) in sintering flue gas. By conducting experiments using a fixed combustion test bench, we analyzed the changes in sintering negative pressure, flue gas composition, and sinter quality under various air volume conditions. The results demonstrate that an air volume of 90 m³/(m²·min) leads to a lower combustion ratio (ω(CO)/ω(CO + CO2)), indicating more efficient utilization of fuel chemical energy. Additionally, increasing the air volume per unit area reduces the sintering time. The mass fractions of CO and H2 decrease with increasing air volume, and the mass fraction of CH4 also decreases, underscoring the importance of its recovery due to its high global warming potential (28 times that of CO2). These findings provide guidance for optimizing sintering conditions to improve lean gas recovery and reduce environmental impacts.
Similar content being viewed by others

Introduction
The iron and steel industry is the largest carbon emitter in China’s manufacturing sector and a key player in the country’s response to climate change1. Currently, carbon emissions from China’s iron and steel industry account for about 16% of the national total, ranking first among all manufacturing sectors and facing significant pressure to mitigate carbon emissions2. During the iron and steel production process, a large amount of air pollutants is emitted, including sulfur dioxide (SO2), nitrogen oxides (NOx), and fine particulate matter (PM)2,3. Additionally, substantial amounts of greenhouse gas CO2 are released. These emissions not only severely degrade air quality but also trigger serious health crises. Among various manufacturing processes, sintering is the major contributor to SO2, NOx, and PM emissions, accounting for over half of the industry’s total emissions4. Implementing a joint strategy to reduce carbon dioxide emissions and atmospheric pollutants is critical for the green and low-carbon transformation of China’s steel industry5. With increasing global attention to climate change, reducing greenhouse gas emissions in industrial processes has become particularly important. In the steel industry, for instance, the sintering process is one of the main sources of CO2 emissions, making its optimization crucial for achieving low-carbon production. Xu et al. (2022) demonstrated the potential of ammonia co-combustion in reducing CO2emissions by simulating the flue gas flow from coal-fired power plants and analyzed its impact on flue gas emissions and thermal efficiency6. This work not only provides a new emission reduction technology for the steel industry but also offers valuable data and methodological guidance for further research.The iron and steel industry(ISI) is currently undergoing a transition to ultra-low emission technologies in China7. Increasingly stringent pollutant emission standards present a new challenge for controlling air pollutants in China’s ISI8. Given that the iron and steel industry has the highest carbon emissions among the 31 categories of China’s manufacturing sector, meeting carbon emission targets and achieving carbon neutrality in the industry will have a significant impact on the nation’s overall carbon neutrality goals9.
Sintering production is a crucial step in steel production, and the quality of sinter directly influences the output, quality, and energy consumption of blast furnace operations. The sintering process involves a thermal agglomeration process, where a mixture of iron ore fines, flux, and coal particles is heated to temperatures ranging from 1300 to 1480 °C in a sinter bed. Liquid phase sintering produces the strength and reducibility properties of iron ore sinter10. Sintered ore is the primary iron-bearing material for blast furnaces in China11. The quality of sinter ore directly affects the stability of blast furnace production12. Optimizing sinter ore allocation is a key step in the steel production process, becoming a critical measure for steel enterprises to reduce costs, improve quality, conserve energy, and reduce emissions13. Numerous factors influence sintering production, including the carbon combustion rate, which can be altered by varying the particle size of solid fuel and directly affects the mineralization of iron ore sintering14, the quality of sinter ore directly influences the stability of blast furnace production12, the ratio of sintering solvents has a certain impact on sintering production15, and redistributing the air volume during the sintering process can also improve the productivity of iron ore sintering16.
Significant progress has been made in the research on sintering flue gas. For instance, studies on the removal mechanism of CO-NO based on sintering flue gas circulation have demonstrated the feasibility of the denitrification route of CO reducing NO to N2in the flue gas17. Additionally, research on desulfurizing agents based on Mn/Ce-Ca for sintering flue gas desulfurization(FGD) has shown that the addition of Mn/Ce significantly enhances the activity of the desulfurizer by providing abundant oxygen vacancies during the reduction reaction, making it more conducive to sulfur removal18.
Currently, much research focuses on the sensible heat of sintering flue gas19, while the useful energy and objective utilization value of the dilute combustible gases in sintering flue gas20 are also noteworthy. This study, based on a fixed combustion test bench, measures the changes in sintering negative pressure, flue gas composition, and sinter quality under different sintering air volume and temperature conditions with the same sintering ingredients. It aims to investigate the variations in the content of CO2, CO, H2, and CH4 in sintering flue gas. Exploring the changes in the composition of sintering flue gas (CO2, CO, H2, and CH4) under different induced draft air volumes plays a guiding role in the recovery and utilization of combustible dilute gases in flue gas in actual production processes.
Experimental section
Experimental setup
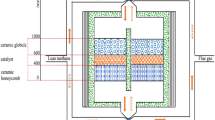
The experimental apparatus mainly consists of a resistance heating furnace21, a silicon carbide crucible, a furnace grate, an air blower, a draft fan22, pipes, valves, and sealing structures. The total height of the experimental platform is 4 m, with the heating furnace and its bracket placed on the second-floor platform of the laboratory, while the air blower and discharge port are located on the first floor of the laboratory for adjusting air volume and unloading operations. Above the resistance heating furnace, there is a high-temperature resistant uniform plate arranged to ensure the uniformity of material mixing, avoid excessive or thin areas, and ensure uniform thickness of the material layer. By adjusting operating parameters such as feeding speed, rotation speed, roller pressure, etc., to control the material flow and distribution state during the sintering process, ensuring that the material is uniformly heated and maintaining uniform temperature distribution. The schematic diagram of the sintering experimental apparatus is shown in Fig. 1. The assembly diagram of the sintering combustion test bench is shown in Fig. 2.

Schematic Diagram of the Sintering Experimental Apparatus. (I) ~ Pitot tube pressure gauge, (II) ~ Temperature thermocouple, (III) ~ Heating resistance furnace, (IV) ~ Ignition burner, (V) ~ Flue gas analyzer, (VI) ~ Dust removal and cooling device, (VII) ~ Grate, (VIII) ~ Cyclone dust collector, (IX) ~ Manual butterfly valve, (X) ~ Flowmeter, (XI) ~ By-pass butterfly valve, (XII) ~ Fan, (XIII) ~ By-pass pipeline.

Assembly Diagram of the Sintering Combustion Test Bench. (I) ~ Heating furnace, (II) ~ Silicon carbide lining, (III) ~ Heating furnace bracket, (IV) ~ Grate, (V) ~ Sealing pad, (VI) ~ Laboratory second-floor platform, (VII )~ Blower, (VIII) ~ Grate support, (IX) ~ Laboratory platform support, (X) ~ Induced draft fan.
The detailed specifications of the main equipment on the experimental platform are shown in Table 1.
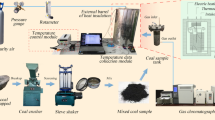
The experimental setup and the real image of sintering raw materials are shown in Fig. 3, where the high-pressure induced draft fan is equipped with multiple impellers. When the electric motor starts, the impellers begin to rotate. With the high-speed rotation of the impellers, air is sucked in and forced through the impellers. Due to the design and rotation of the impellers, a higher air pressure is generated. The air’s kinetic energy increases with the high-speed rotation of the impellers, leading to an increase in the airflow velocity, forming a high-speed airflow. The high-pressure air stream produced by the impellers is guided into pipes or channels, transporting the gas to the resistance heating furnace.

Experimental setup and raw material images. (a) Image of the Fan; (b) Image of the Ignition Burner; (c) Image of the Flue Gas Analyser; (d) Image of the Sintered Ore.
Sample preparation
Iron-containing raw materials
Mainly concentrate powder23, which is the extremely fine ore powder left after the iron-deficient ore, from which some gangue and impurities have been removed, undergoes fine grinding beneficiation treatment, with a particle size smaller than 5 mm and a high iron content24; in addition, other iron-containing raw materials such as return fines and blast furnace dust are added25.
Flux
Since most gangue in iron ores consists mainly of acidic oxide SiO2, alkaline fluxes are commonly used, with popular fluxes including limestone, dolomite, quicklime, and hydrated lime26.
Fuel
Mainly coke powder and anthracite. The ingredients used in this experiment are as follows: the sintering raw material is iron concentrate powder produced by Bailin Iron Mine, with a TFe of 63%; limestone and hydrated lime are used as fluxes, with their compositions shown in Table 3; coke powder is used as fuel, with a calorific value of 5200Kcal/kg.
The proportions of various ingredients are shown in Table 2, and the chemical compositions of various sintering raw materials are shown in Table 3.
Experimental method
Before the formal experiment begins, 25 orthogonal experiments were conducted on the 5 air flow rates and 5 temperatures listed in Table 4. It was found that the best sintering effect occurs at a temperature around 1200 degrees Celsius. Therefore, experiments on the sintering gas composition under different air flow rates were conducted at temperatures of 1200 ± 50 degrees Celsius.
In this experiment, according to Table 3 for the ingredients, the iron concentrate powder used has a TFe of 61.26%. The fluxes used include dolomite, limestone, and hydrated lime, with coke powder as the solid fuel for sintering. The chemical compositions of various sintering raw materials are shown in Table 3. The moisture content of the mixture is controlled at 5.3%. After manual mixing of the ingredients, they are further mixed in a cylindrical mixer for 3 minutes27, then evenly spread on the grate at the bottom of the resistance furnace with a cloth height of 600 mm. The sintering procedure involves ignition using methane at a temperature of 1200 ± 50 °C for 2 minutes. A small portion of the sintering flue gas from the fan outlet is dedusted and cooled before being introduced into the flue gas analyzer for online measurement of the flue gas composition throughout the sintering process. The experimental air flow rates selected are:70, 80, 90, 100, 110m3/(m2·min). The sintering experiments are then repeated with the set different air flow rates. The specific operation involves opening the manual butterfly valve 9 in front of the cyclone dust collector 8 after spreading the sintering material, while closing the bypass valve 13, then starting the fan and adjusting the manual butterfly valve 9 behind the cyclone dust collector 8 to achieve the required air flow rate. The specific experimental operating conditions are listed in Table 4.
Analysis method
The sintering flue gas from the fan outlet is dedusted and cooled before being introduced into the flue gas analyzer28 for measurement of the flue gas composition throughout the sintering process. Since the readings of the flue gas analyzer are not fixed but fluctuate within a certain range, it is reasonable to take multiple readings and calculate the average to obtain a value closer to the actual data.
Results and discussion
The average readings under each condition are summarized in the following figure:
Variation of CO2 content in sintering off-gas
Figure 4 presents the influence of air volume on the change in CO2 content. It can be clearly seen from the figure that under different air volume conditions, the CO2 content during the sintering process shows a trapezoidal trend. At the same time, with the increase in air volume, the CO2 content shows a trend of first increasing and then decreasing; when the air volume is 90m3/(m2·min), the CO2 content corresponding to each time is the highest, indicating the best combustion of coke at this time, with a corresponding CO2 content of about 13% at combustion equilibrium; whereas under conditions of 70 and 110m3/(m2·min) air volume, the CO2 content is relatively lower, around 10.5. It can be seen that in the sintering process, larger air volume does not necessarily result in better combustion efficiency. Under the condition of uniform material distribution, at the beginning of sintering, the gradual combustion of surface coke in the ignition methane and sinter mix leads to a rapid increase in CO2 content; as sintering progresses, due to the heat storage effect of the material layer on air, the temperature at the sintering combustion position continues to rise. When the sintering combustion reaches a certain position, the inner layer combustion process in the sintering device tends towards stability, and the CO2 emissions also tend to stabilize. As the layer combustion position approaches the bottom of the sintering device, due to the decrease in combustible carbon content, the CO2 content decreases rapidly.
Furthermore, the larger the unit air volume, the shorter the time required for the sintering process under the same conditions, which is consistent with existing research. However, it is uneconomical to increase air volume by increasing negative pressure.

The variation of CO2 content with time under different air volumes.
Variation of CO content in sintering gas
Figure 5 shows the influence of air volume on the change in CO content. From the figure, it can be observed that under different air volume conditions, the trend of CO content variation is similar. Similarly, the curve of CO content variation shows that at the beginning of sintering, due to incomplete combustion of methane and coke under low-temperature conditions, the CO content increases continuously as the sintering process progresses, reaching peak values at around 5 min of combustion for all air volume conditions. When the air volume is 70m3/(m2·min), the CO content is approximately 3.2%; when the air volume is increased to 110m3/(m2·min), the CO content decreases to around 2.3%.However, as mentioned above, with the progress of the sintering process and the continuous increase in temperature in the combustion zone, the combustion environment and conditions of coke are improved. That is, the degree of incomplete combustion of coke decreases, leading to a reduction in CO concentration, gradually stabilizing.At this point, under air volume conditions of 70m3/(m2·min) and 110m3/(m2·min), the corresponding CO content is approximately 2.3% and 1%, respectively. Towards the end of sintering, due to the continuous improvement in layer combustion conditions and the increasing excess air coefficient, similar to the trend in CO2 content variation, the CO content shows a rapid decrease. Moreover, with an increase in air volume, the time required for sintering completion decreases.

The variation of CO content with time under different air volumes.
The impact of air volume on the combustion ratio φ(CO)/φ(CO + CO2)
In practical production, the combustion ratio φ(CO)/φ(CO + CO2) is commonly used to measure the degree of carbon utilization in the sintering process. Figure 6 reflects the variation of the combustion ratio during the sintering process. A higher combustion ratio indicates more incomplete combustion and lower energy utilization efficiency, while a lower combustion ratio signifies better energy utilization. Figure 4 illustrates the influence of air volume on the variation of the combustion ratio φ(CO)/φ(CO + CO2). It can be observed from the figure that as the sintering combustion progresses and the combustion environment improves, the combustion efficiency increases leading to a decrease in the combustion ratio. Additionally, with an increase in air volume, the combustion ratio decreases before reaching equilibrium. As shown in the graph, for air volumes greater than 90m3/(m2·min), the values of the combustion ratio change over time are very close. Therefore, considering the power consumption of the fan and the air leakage issues associated with high air volume and negative pressure, 90m3/(m2·min) is the optimal air volume under the experimental conditions.

The variation of the combustion ratio φ(CO)/φ(CO + CO2) with time under different air volumes.
The variation of H2 content with air volume
From the Fig. 7, it can be observed that the trend of H2 content change is similar to the aforementioned CO content variation. In the initial stage of sintering, H2 rapidly increases with the progress of the combustion process, reaching a peak. Subsequently, during the middle stage of the sintering process, there is a rapid decrease in H2 content followed by stabilization. There are two main sources of H2 generated during the sintering process: firstly, due to the increase in ignition temperature of carbon particles, partial H2 is produced through the gasification reaction between hot coke and external water vapor (C + H2O = H2+ CO)29; secondly, due to the high-temperature cracking of unburned CH4 in the early stage (CH4 = C + 2H2)30. In the middle stage of sintering, the depletion of residual methane significantly reduces the source of H2 generated from CH4 cracking. At this point, H2is mainly provided by the gasification reaction31. This is also the primary reason for the phenomenon where H2 content decreases rapidly and then stabilizes during the middle stage of sintering.

The variation of H2 content with time under different air volumes.
Variation of CH4 content in sintering gas
Figure 8 illustrates the impact of air volume on the change in CH4 content. From the graph, it can be observed that with an increase in air volume, the CH4 content decreases continuously. Additionally, during the sintering process, the CH4 content shows a pattern of rapid decline followed by a gradual decrease and then another rapid decline. The rapid decrease in CH4 content at the beginning of sintering is mainly due to the unburned residual methane gas being carried away by the exhaust fan during the ignition process. In the middle stage of sintering, as combustion conditions are significantly improved, some coke particles regroup with unburned H2 under high-temperature conditions through methanation reaction (C + 2H2 = CH4) to generate some CH432. At this stage, under air volume conditions of 70m3/(m2·min) and 110m3/(m2·min), the corresponding CH4 content is approximately 1.4% and 1%, respectively. Similarly, towards the end of sintering, due to the continuous decrease in coke content and further improvement in combustion conditions, the raw materials for CH4 generation diminish, resulting in a sharp decrease in CH4 content.

The variation of CH4 content with time under different air volumes.
So far, research on steel sintering has mainly focused on the production efficiency of sinter ore33and the impact of iron-containing by-products34. However, it is also essential to study the combustible dilute gases in the sintering flue gas. This study investigates the variations and characteristics of CO2, CO, H2, and CH4 content in the sintering flue gas by measuring changes in sintering negative pressure, flue gas composition, and sinter quality under different sintering air flow rates and temperature conditions with the same sintering raw materials. The goal is to achieve a low-cost and high-efficiency steel sintering process, which provides guidance for the recovery and utilization of combustible dilute gases in actual production processes. Compared to existing optimization technologies both domestically and internationally, the airflow optimization proposed in this paper has the following characteristics:
As shown in Table 5, a comparison is made between the optimization techniques proposed in this paper and current optimization techniques at home and abroad. By comparing costs, fuel utilization efficiency, available gas utilization rate, and other energy utilization rates, it can be concluded that the optimization techniques proposed in this paper are superior and have higher feasibility.
Conclusion
This study explored the effect of different air volumes on the characteristics of combustible dilute gases in sintering flue gas. The following conclusions were drawn:
-
1.
The combustion ratio φ(CO)/φ(CO + CO2) is lower at air volumes of 90, 100, and 110 m³/(m²·min), suggesting a higher utilization efficiency of carbon’s chemical energy. Considering the trade-off between increased air volume and higher fan power consumption along with increased air leakage, an air volume of 90 m³/(m²·min) is deemed optimal. Moreover, the CO₂ content in the flue gas does not show a direct proportional relationship with air volume. While increasing air volume reduces sintering time, it is not economically viable to do so by solely increasing negative pressure.
-
2.
The CO and H2 content in the flue gas exhibit similar trends, decreasing as air volume increases. These contents show a rapid rise during the first 1–3 min of sintering, coinciding with intensified gasification reactions during ignition and combustion. Throughout the initial 2–8 min of sintering, the high levels of CO and H2 indicate the importance of their recovery and utilization under the corresponding airbox.
-
3.
The CH4 content in the flue gas decreases with an increase in air volume. After 18 min of sintering, there is a sharp decline in CH4 content due to a lack of methane precursors and suboptimal methanation conditions. Although the overall CH4 content is relatively low, the large volume of air processed results in a significant total amount. Given that methane is a potent greenhouse gas, about 80 times more impactful than carbon dioxide, it is essential to focus on recovering and utilizing CH4within the first 7 min of sintering in practical production.Specifically, by passing the sintering flue gas through a selectively permeable biological membrane, it is possible to utilize the selectivity of the membrane to separate methane from other gases, thereby recovering and reusing methane to achieve ultra-low emissions of methane39.
-
4.
In practice, sintering flue gas from 2 to 18 min can be recovered based on the characteristics of the sintering and ring cooling processes. Depending on the temperature, the recovered gas can be introduced at various points in the ring cooler for cooling the hot ore, thus effectively recovering the chemical energy of the combustible gases.
These findings provide valuable insights into the optimization of air volumes for efficient utilization of combustible gases in the sintering process, which has implications for both energy efficiency and environmental sustainability. Future research should explore the economic and technical feasibility of implementing these findings in industrial settings.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Wei, W., Dianmin, Z. & Zhaohui, C. The current situation, development, and prospects of the iron and steel industry in the process towards the dual carbon. Goals Chin. J. Urban Environ. Stud. 11 (02), (2023).
Tang, L. et al. Iron and steel industry emissions and contribution to the air quality in China. Atmos. Environ. 237 (8), 117668 (2020).
Jiyong, Y. et al. A review on reduction technology of air pollutant in current China’s iron and steel industry. J. Clean. Prod. 414 (2023).
Jun, L. et al. Air pollutant emission and reduction potentials from the sintering process of the iron and steel industry in China in 2017. Environmental pollution (Barking, Essex :1987), 307119512–119512 (2022).
Dachuan, L. et al. Co-abatement of carbon and air pollutants emissions in China’s iron and steel industry under carbon neutrality scenarios. Renewable and Sustainable Energy Reviews, 191114140 (2024).
Xu, Y. et al. Mitigating CO2 emission in pulverized coal-fired power plant via co-firing ammonia: a simulation study of flue gas streams and exergy efficiency. Energy Convers. Manage. 256. https://doi.org/10.1016/j.enconman.2022.115328 (2022).
Ma, Y. et al. Intelligent recommendation framework for iron ore matching based on SA2PSO and machine learning to reduce CO2 emissions. JOM. 76 (1), 120–129 (2024).
Mengyue, L. et al. A multi-criteria group decision making framework for sustainability evaluation of sintering flue gas treatment technologies in the iron and steel industry. J. Clean. Prod. 389 (2023).
Lin, C. et al. Environmental and economic impact assessment of three sintering flue gas treatment technologies in the iron and steel industry. J. Clean. Prod. 311 (2021).
Lee, J. Studies from Korea University in the Area of Mineral Research Described (a short review of the Effect of Iron Ore Selection on Mineral Phases of Iron Ore Sinter). Mining & Minerals, (2022).
Yifan, L. et al. Research on prediction model of iron ore powder sintering foundation characteristics based on FOA-Catboost algorithm. Alexandria Eng. J. 86603–86615. (2024).
Xin, L. et al. Research on sinter quality prediction system based on granger causality analysis and stacking integration algorithm. Met. 13 (2), 419–419 (2023).
Current situation and trend of air pollutant emission in China′s steel industry. Iron Steel. 56 (12), 1 (2021).
Z, S. M. et al. Study of the optimal particle size of sintering solid fuels. Metalurgija. 62 (2), 191–193 (2023).
Z G,J. Z, G. H. Experimental study on sinter pot test with added light burnt dolomite in sintering production. Metalurgija. 61 (3–4), 589–591 (2022).
Zheng, F. et al. Improvement of iron ore sintering productivity by redistributing air volume during sintering process: Ironmaking. ISIJ Int. 62 (1), 74–82 (2022).
Xinfeng, Z. et al. Study on CO–NO removal mechanism based on sintering flue gas circulation. Metall. Mater. Trans. 54(6), 3390–3404 (2023).
Gaoshan, X. et al. Mechanism and experimental study of desulfurizing agent based on Mn/Ce-Ca for sintering flue gas desulfurization (FGD). J. Environ. Chem. Eng., 11(6) (2023).
Yanbiao, C. et al. Production of pre-reduced sinter based on sensible heat updraft of sinter. Powder Technol. 411 (2022).
Collis, J. et al. Deriving economic potential and GHG emissions of steel mill gas for chemical industry. Front. Energy Res. (2021).
Shuang, W. et al. Mechanical and microstructure properties of ultra-high strength boron steel using rapid resistance heating without soaking. J. Mater. Sci. 58(16), 7161–7181 (2023).
Lv, T. & R C E. An early fault detection method for induced draft fans based on MSET with informative memory matrix selection. ISA Trans. 102(1). (2020).
Tian, J. W. et al. Preparation of high-purity reduced iron powder by Höganäs process from ultra-pure magnetite concentrate. J. Cent. South. Univ. 30(9), 3006–3020 (2023).
Zezheng, L. et al. Study on the basic characteristics of iron ore powder with different particle sizes. Minerals. 12 (8), 973–973 (2022).
Zhang, Z. et al. The amount prediction and optimization of the returned ore generated from sintering process based on SHAP value and ensemble learning. Steel Res. Int. 94 (9), (2023).
Satendra, K. & Arvind, J. A novel sintering process for porous iron ore sintering with enhanced productivity. Min. Metall. Explor. 39 (2), 863–874 (2022).
Seifeddine, G., Péter, K. & Keppler, I. Mixing enhancement of mono-disperse and bi-disperse particles in a cylindrical drum mixer using discrete element simulations. Tehnički Vjesn. 29(3), 752–758 (2022).
Abd El-Rahman, A. I., Mousa, M. A. Y. & Saleh H. S. M.M. Thermoacoustic flue-gas analyzer. AIP Adv. 120.
Dai, F. et al. Recent progress on hydrogen-rich syngas production from coal gasification. Processes. 11(6), (2023).
Zeng, J. et al. Catalytic methane pyrolysis with liquid and vapor phase tellurium. ACS Catal. 10 (15), 8223–8230 (2020).
Zhu, L. et al. Effects of H2 and CO on char-gasification reactivity at high temperatures. Energy Fuels. 34 (1), 720–727 (2019).
Tan, Z. et al. Effect of furnace atmosphere on sintering process of chromium-containing steel via powder metallurgy. J. Iron. Steel Res. Int. 28 (7), 1–12 (2021).
Kumar, S., Jaiswal, A. & Sah, R. Improving the sinter productivity with increased specular iron ore in sinter blend. J. Min. Metall.Sect. B. 58 (2), 261–273 (2022).
Qie, J. M., Zhang, C. X., Shangguan, F. Q., Li, X. P. & Zhou, J. C. Effect of iron-bearing by-products on the emission of SO2 and NOx in the iron ore sintering process. Trans. Indian Inst. Met. 73(1). (2020).
Chao, Z., Wei, Y. & Zhang, X. Technology and application of air flow adjustment and control in boiler combustion area based on furnace atmosphere field. Autom. Application. 65(14), 69–72 (2024).
Chen, X., Wang, X. & Huang, X. Numerical simulation of gas flow field and optimization of air volume distribution for sintering process in iron and steel production. J. Cent. South. Univ. (Science Technology). 53 (11), 4217–4225 (2022).
Bilal, S., Cem, B. & Alirıza, K. Multi-objective optimisation of the emission parameters and efficiency of pellet stove at different supply airflow positions based on machine learning approach. Energy. 278 (PA) (2023).
Gan, C. et al. Combustion experiment and numerical simulation of methane hydrate sediment under different airflow environments. Fuel. 333(P2) (2023).
Crone, B. C. et al. Design and evaluation of degassed anaerobic membrane biofilm reactors for improved methane recovery. Bioresource Technol. Rep. 10, 100407. https://doi.org/10.1016/j.biteb.2020.100407 (2020).
Acknowledgements
This work was supported by National Foreign Experts Program (G2023026002L), Henan Province Young Talent Support and Development Project (2024HYTP019), China Energy Research Society Young Talent Support and Development Project (CERSYESS202403), Promotion Special Project (Science and Technology Tackling) (232102320206), The Key Scientific Research Projects of Higher Education Institutions in Henan Province(25A610005).
Author information
Authors and Affiliations
Contributions
X.G.(Xinwei Guo) conceived the overall idea of the research, developed the methodology, and provided funding support. J.Y.(Jiaoyang Ji) performed the experiments and collected data under the supervision of X.G. Y.G.(Yanyang Gao) analyzed the data and contributed to the interpretation of results. X.W.(Xingyuan Wu) assisted with experimental design and provided technical input on the methodology. Y.G. (Yiming Guo) contributed to sample preparation and preliminary testing. W.W.(Weishu Wang) helped with data curation and software development necessary for the analysis. M.W.(Meng Wen) and X.W. (Xiaojiang Wu) were involved in revising the manuscript critically for important intellectual content. Z.Z.(Zhongxiao Zhang) contributed to the final editing of the manuscript. All authors discussed the results and commented on the manuscript at all stages.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Guo, X., Ji, J., Gao, Y. et al. Optimizing sintering air volume for enhanced lean gas recovery and environmental performance. Sci Rep 15, 11146 (2025). https://doi.org/10.1038/s41598-024-81492-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-81492-x
