
Abstract
Confined space fires could easily cause serious casualties and property damage, and foam is an effective means of preventing confined space fires. The existing foam generator does not have both momentum and foam expansion rate (FER) and is poorly suited to confined spaces. In order to develop a foam generator suitable for confined space fire protection, an in-depth analysis of the physical foaming characteristics of self-suction foam is required, and the structure of the foam generator is optimized accordingly. For this reason, this paper analyzes the foaming characteristics and forming principle of air self-suction foam generator, and simulates and studies the over-current ratio of rectifying orifice plate with the help of Fluent software, \(\varphi\) (the ratio of the area of the fluid that can pass through the rectifier disk to the vertical cross-sectional area of the fluid flow), the distribution patterns of flow field, pressure, and turbulence intensity inside the foaming machine are determined by the nozzle cavity spacing and mixing cavity diameter. The study demonstrates that water flow is the most effective means of entraining air, and that the contact between the fluid and foam network is most thorough when the overflow ratio of the fan disc (\(\varphi\)) is 0.455, the distance between nozzle cavities \(\mu\) (the distance between the nozzle and the closest end face of the foam chamber vertically.) is 200 mm, and the diameter of the mixing chamber (\({d}\)) is 260 mm. These conditions are optimal for the foam generator. Experimental verification shows that the device has the strongest air entrainment capability at \(\varphi\) 0.455. The foam mesh number (\({m}\)), foam mesh spacing (\({\ell}\)), and number of layers of foam mesh (\({n}\)) significantly impact the air self-solution foaming of the jet. These factors influence FER, range (L), foam stacking thickness (\(\sigma\)), and unfoamed liquid separation rate (γ, Foam solution not involved in the foaming process.), but the magnitude of their effect varies. Considering the four factors affecting foam production performance, the optimal effect is achieved when the foam mesh of 16, the foam mesh spacing of 3 cm, the foam mesh of 2 layers, the distance between the foam mesh and the nozzle is 22 cm and \(\varphi\) is 0.455. Under these conditions, the foaming ratio (FER) of the jet self-suction foaming machine is 42 times, with L at 13 m, σ at 7 cm, and γ at 0.15 L/s. A device has been developed for long-distance and high FER air self-suction of foam generator, which can significantly assist in fire prevention and extinguishing in confined spaces.
Similar content being viewed by others

Introduction
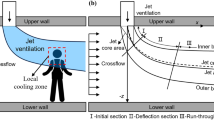
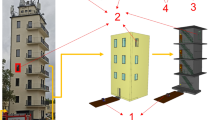
With the rapid growth of urban construction scale and mining output of natural resources, the confined space is increasingly close to our life. Examples of such spaces include urban subways, tunnels, underground shopping malls, storage facilities, high-rise residential buildings, pipe galleries, and mines. Confined spaces have characteristics such as high airtightness, relatively confined space, limited number of emergency exits, which lead to the particularity of confined space fires: a sharp decrease in oxygen content, rapid temperature rise, difficulty in smoke removal, slow heat dissipation and difficulty in emergency rescue, which can easily cause significant casualties and property damage. Fires in confined spaces can rapidly develop and it is often found that they have already reached a certain size. While automatic sprinkler and gas fire extinguishing systems are effective in fixed locations, they cannot be targeted based on real-time information about the fire’s ___location and severity. The foam fire extinguishing system for mobile use is a suitable option due to its adaptability to different terrains and high efficiency in extinguishing fires.
The foam generator is a key part of the foam extinguishing system to produce foam, domestic and foreign scholars have also carried out related research. Currently, there are many types of foam generators, which can be classified according to their foaming methods and principles: Net type, turbine type, spiral type, baffle type, media filled type, concentric tube type and ejector type1,2,3,4,5. Due to the characteristics of concealed ignition points and the difficult diffusion of gas and heat in confined space fires, higher FER and longer extinguishing distances are conducive to rapid and safe extinguishing, the net type is a better foaming method. The mesh foam generator is also the most widely used two-phase foam generator at present. In the 1970s and 1990s, the United States, the former Soviet Union, Japan and China used mesh foam generators in the preparation of foam in mines5,6,7. Its basic components are nozzles and foaming nets. The working principle is to spray foam solution onto the net surface to form a liquid film. With the help of a blower, the foam liquid on the net surface bubbles.
Liu et al.8 quantitatively studied the influence of gas supply flow and foam mesh diameter on the performance of high expansion foam (foam expansion rate, foam yield and foam stability), and the maximum foam expansion can reach 600. Chen et al.4,9 combined T-shaped air intake with mesh foaming. When the liquid flow rate was 18 L/min and the gas flow rate was 30 m3/h, the foam flow rate reached a maximum of 515 L/min and the FER was 22. Qin et al.10 designed a three-phase foam generator for mining, which uses a combination of venturi, current collector and impeller for foaming, with a simple structure and uniform and delicate foam. Ma et al.7 designed a mine foaming device with a main pipe for air intake and an auxiliary pipe for foam mixture, and its nozzle is located on the axis of the air intake pipe. The experiment showed that the effect on the foam production performance was as follows: the number of foam mesh layers > the diameter of the foam mesh > the thickness of the foam mesh > the spacing of the foam mesh > the distance between the outlet of the foam dust remover solution and the foam mesh. The optimum structural parameters were as follows: the distance between the outlet of the foam dust remover solution and the foam mesh was 15 cm, the diameter of the foam mesh was 2 mm, the number of layers of the foam mesh was 5, the thickness of the foam mesh was 2 mm and the spacing of the foam mesh was 7 cm. When the optimal gas–liquid ratio is 55, the maximum foaming ratio is 53.57 times and the maximum foam injection distance is 6 m. Jiang Zhong an et al.4,11,12 used the fan as the air source, sprayed foaming agent through the centrifugal nozzle, and produced high expansion foam in the double-layer foam net. The results show that when the air volume is constant, the foaming amount shows a tendency to first increase and then stabilize with the increase of the foaming agent flow rate, and when the liquid supply reaches a certain value, it no longer increases; when the liquid supply is constant, the foaming amount shows a tendency to first increase and then decrease with the increase of the foaming net wind speed. There is an optimum wind speed of about 2.4–3 m/s. If the foaming net wind speed is too high, there will be flying bubbles and splashing of liquid droplets at outlet. Chen et al.13 found that the larger the liquid flow rate and gas flow rate, the smaller the number of foaming nets, and the higher the foaming agent concentration, the larger the foam flow rate. When the liquid flow rate is 18 L/min and the gas flow rate is 30 m3/h, the foam flow rate reaches a maximum of 515 L/min with a 10-mesh foaming net and a foaming agent concentration of 1.5%. Shinichiro Yamaguchi analyzed the working parameters of the mesh foam ejector. The range of the foam depends mainly on the size of the metal mesh and the water supply pressure6. Gao et al.14 took high pressure air as the driving force, used the negative pressure of the Venturi tube to add blowing agent, mixed with gas on the rotating inclined plane of the collector, formed a gas–liquid two-phase body after mixing, and then passed through the spoiler and blowing net, respectively, to produce foam. Liu et al.15 experimentally studied the effects of air flow rate, water flow rate and mesh diameter on the foaming ratio and stability of a mesh foaming machine, and established a prediction model for foaming ratio and foaming flow rate. Zhou et al.16 studied the foaming characteristics of liquid nitrogen, water and foam solution in horizontal pipe mixing flow by visual experiments and numerical simulation. Lu et al.3 experimentally studied the effect of spiral mesh foaming and found that the inlet pressure increased linearly with the increase of foam liquid pressure, while the inlet flow rate decreased. When the foam solution flow rate is 3.5–4.5 m3/h, the foam expansion rate and foam generation amount reach the maximum value. When the liquid supply flow rate is 4 m3/h, FER reaches the maximum value of 94 times, but the foam range is less than 1m. To increase the foam outlet pressure, a higher inlet pressure is required. Fu et al.17 used the Box Behnken response surface method to experimentally study the foaming and extinguishing effects of the three-phase foam generator under different foam slurry composition, nozzle type, air flow rate and foam mesh. Chen et al.18 experimentally studied the mesh foaming device, taking gas flow rate, liquid flow rate (gas–liquid ratio), foaming mesh and foaming agent concentration as four main factors affecting the foaming performance, and found that each factor has an effective foaming range, and foam is sprayed in the form of fog or water jet after the range is exceeded. Dhrupad Parikh et al.19 experimentally studied the formation of foam in porous media and its coupled flow process in the pipeline. The results show that the minimum bubble diameter is determined by the porous media and not by the flow rate. Zhu et al.20 designed a vertical mesh foam generator to improve the uniformity of foam distribution between nozzles. Wu et al21 This research developed a gel foam that integrates the advantages of three fire-extinguishing technologies. Compared with the fire extinguishing performance of water and two-phase foam, this gel foam releases locked water and covers coal when extinguishing fire. However, gel costs are high and it is difficult to generate a large flow of foam. Huang22 Comparative analysis of fire extinguishing performance of hydrogel extinguishing agent and compressed air foam (CAF), CAF in the early stages of firefighting, there is a momentary enhancement of flame, which leads to an increase in temperature of wood stacks and heat radiation fluxes.
In summary, existing foam generators have the disadvantages of long foaming times and high momentum at the foam outlet, and some foam generators also require external air sources, which makes it difficult to extinguish fires rapidly in the harsh environment of confined space fires. To address the above problems, a new type of self-suction foam generator was independently designed in this paper. Foaming experiments were conducted under varying working pressures, mesh numbers of the foaming mesh, and flow ratios of the fan-shaped disk. The foam generator’s characteristics were analyzed, and the optimal operating conditions were determined. This paper provides a rapid response and effective foam extinguishing system for confined space fire protection.
The foam generator theoretical analysis and structural design
Foam generator structure
Figure 1 shows the basic structure of the jet self-suction foam generator, which consists mainly of the foam solution inlet, rectifier disc, foam net and foam chamber.

The structure of self-suction air foam generator.
The mechanism of foam generation
The dispersion of the foam solution is improved after passing through the rectifying disc and it moves out quickly in a conical shape at the nozzle, increasing the contact area with the air and creating a negative pressure in the annular area of the jet to entrain the air entering the foaming chamber; As the injection distance increases, the viscous effect and the velocity difference between the jet boundary layer and the gas cause the air-foam mixture to mix continuously, and the outer interface of the jet exhibits a certain velocity gradient distribution, forming an outwardly scattering flow pattern. When the gas reaches the foam mesh and completely covers the mesh surface, it is foamed through the mesh. The hydrophobic group in the foaming agent is directed towards the gas phase and the hydrophilic group is directed towards the liquid phase and is arranged in close proximity to each other to form a large number of foam groups in two-phase media. Finally, foam is formed by continuous blowing and shearing of the gas and is sprayed out through the port of the foam chamber.
Theoretical analyses
Figure 2 shows the design of the air self-solution of foam generator,

Self-aspiration structure.
Formulate the energy equation for the a-a torus and the d-d cross section:
where: \({P}_{1},{P}_{2}\)—Nozzle outlet pressure and atmospheric pressure, Pa; \({a}_{1},{a}_{2}\)—a-a torus and b-b cross section kinetic energy correction coefficient, \(\rho\)—air density, kg/m3; \({v}_{1},{v}_{2}\)—the average air velocity in the a-a annulus and b-b cross-section, m/s.
The continuity equation for the air column on the a-a torus and b-b cross section:
From the area of the a-a torus \({A}_{1}=\frac{\pi \left({d}_{1}+{d}_{2}\right)l}{2}\) (where \({d}_{1}\) and \({d}_{2}\) are the cross-sectional areas of the nozzle outlet and mixing chamber, and l is the slope length of the a-a torus) and the area of the b-b cross-section \({A}_{2}=\frac{\pi {d}_{2}^{2}}{4}\), combined with Eq. (2), it can be concluded that:
By substituting Eq. (3) into Eq. (1), the pressure difference between the atmospheric pressure and the outlet of the nozzle can be obtained:
From the above formula it can be concluded that the unit will only have suction capacity if the conditions \({a}_{1}>\frac{4{a}_{2}{l}^{2}{\left({d}_{1}+{d}_{2}\right)}^{2}}{{d}_{2}^{4}}\) are met. Meanwhile, the pressure difference between the atmospheric pressure and the nozzle outlet \(\Delta {P}_{2-1}\) increases with the increase of the cross-sectional diameter \({d}_{2}\) of the mixing chamber and decreases with the increase of the inclined length \(l\) of the a-a torus and the cross-sectional diameter \({d}_{1}\) of the nozzle outlet. Therefore, the air flow can be controlled by adjusting the above dimensions.
Numerical simulation
Control equations and key models
Continuity equations, momentum equations, turbulence models and cavitation models are among Fluent’s control equations and key models. Based on previous research, the Realizable k-e model was selected as the turbulence model23,24. Select the Volume of Fluid model and use the SIMPLE algorithm coupled with pressure velocity for the solver. Assuming that the liquid phase is an incompressible fluid, its Reynolds number is obtained to be 498,504, therefore a turbulence model is required. Due to the high accuracy of the Realizable k-e model in simulating circular jet problems, the Realizable k-e model is used in the calculation of turbulent regions.
Geometrical model selection
The main components of a self-aspirating foaming machine are a nozzle and a mixing chamber, and SpaceClaim is used to create a physical model of the foaming machine. The nozzle consists of an inlet pipe, an orifice plate and a tapered nozzle. The water tube is 100 mm long with a diameter of 50 mm. The conical nozzle is 65 mm long with a 30° cone angle. The inlet diameter of the conical nozzle is 50 mm and the outlet diameter is 18 mm. The mixing chamber is 550 mm long and 220 mm in diameter. The distance between the mixing chamber and the nozzle is 100 mm. The foam net was not installed in the mixing chamber due to the difficulty of modelling and meshing the foam net. Mainly the effects of rectifier disc, nozzle cavity spacing and mixing cavity diameter on the flow field of the foaming device are simulated.
Boundary conditions
The gas phase inlet is set as the velocity inlet, this simulation sets the gas phase in the shell to simulate the air under windless conditions, the air flow is slower when there is no wind, so the velocity of the gas phase inlet is set to 0.1 m/s, the turbulence intensity is 5% and the turbulence viscosity ratio is 10. The liquid phase inlet was set as a velocity inlet, calculated from its flow rate of 18 m3/h and inlet diameter of 50 mm, the liquid phase inlet velocity was 2.546 m/s, the turbulence intensity was 5% and the turbulent viscosity ratio was 10. The gas phase outlet is atmospheric. It is set as a pressure outlet with the outlet pressure gauge set to 0 MPa. The wall is made of wall. When all the key parameters correspond to residual errors of below 1 × 10–5, the monitored data become independent of the increase of iteration times. Then, the results are regarded to be convergent. In order to obtain accurate results, the double precision method and the pressure–velocity coupling algorithm are chosen for the calculation process.
Grid independence test
The number of mesh elements affects the accuracy of the simulation results. As shown as Fig. 3, simulations were carried out on models with grid numbers of 429,967 (a), 830,735 (b) and 1,315,486 (c) respectively. It was found that as the number of mesh elements increased, the difference in the velocity change curves between (a) and (c) axes decreased, while the velocity change curves between (b) and (c) groups were almost identical in terms of axis distance. This indicates that the number of mesh elements in group (b) can ensure the stability and accuracy of the simulation, and subsequent simulations will use approximately this number of mesh elements for simulation research. Figure 4 shows the global details of the model boundary mesh.

Axial velocity variation curves for different number of meshes.

Overall mesh and details.
The experimental scheme for foam generation
Experimental system
As shown in Fig. 5, the experimental system is mainly composed of a reservoir, a dosing pump, a CDLF stainless steel vertical multistage pump (including a frequency converter), an electromagnetic flowmeter (EMF), a pressure gauge, a jet self-suction foam device, a camera, a gauge, etc. Among them, the CDLF stainless steel vertical multistage pump is used to supply water to the jet device, and the water supply flow is adjusted by a matching frequency converter. The adjustable flow range of the water pump is 0–27 m3/h, and the pressure is 0–0.7 MPa; the dosing pump is used to add foam liquid, and the adjustable flow range is 0 ~ 1.2 m3/h. Table 1 is the test instrument specifications.

Experimental system diagram.
Experimental materials and parameters
The foaming agent used in the experiment was provided by Xuzhou Anyun Mining Science and Technology Co. Ltd, and the addition ratio of the foaming agent was 3%.
The foaming performance of the air self-suction foam generator includes the following four indicators, which are specifically defined as follows.
(1) Foam expansion ratio is the ratio (FER) of the volume of foam to the volume of foam solution that produces the foam. This paper uses the weighing method to measure and calculate the formula as follows:
where: FER is the foam expansion ratio, V is the foam volume, unit L; W1 is the weight of the measuring cylinder after containing the liquid, W2 is the weight of the measuring cylinder, unit kg; ρ is the density of the foam mixture, calculated by 1 kg/L.
(2) The range, L, is a measurement of the distance from the outlet of the foam generator to the centre of the foam stream and the ground landing.
(3) Foam stacking thickness σ, is the thickness of the foam layer formed by foam build-up, unit cm.
(4) The unfoamed precipitation rate γ is the liquid precipitated before the foam mixture enters the foaming net of the foaming cavity, unit L/s.
Experiment procedure
(1) Connect the air self-priming foam generator to the liquid inlet pipe by means of a jet and check the pipe to ensure that the joints are firmly connected and tightly sealed.
(2) Place the suction pipe of the proportioning pump below the liquid level of the foam mixture.
(3) Start the water pump and use the frequency converter to regulate its flow rate; when the flow rate has stabilised, start the proportioning pump to introduce the foam liquid.
(4) Observe the foaming effect of the self-suction jet foam generator.
(5) stop the metering pump, the foam pump after the experiment; collect the foam in the measuring bucket,
(6) Use the electronic balance, HD camera and stopwatch to calculate and record the foam multiple and foam-liquid separation time. The L and σ of the foam were measured using a metre scale. The foam was collected in a measuring bucket, and.
(7) FER and γ were calculated and recorded using an electronic balance, high-definition camera and stopwatch.
(8) These steps were repeated for other experimental groups.
Results and discussion
The influence of key structures on the internal flow field of air self-suction foam generator
The influence of rectifier disc structure on the internal flow field of a self-priming device
a. The influence of multi-hole structure on the velocity distribution of the inner axis of the foam generator
Table 2 shows the dimensional parameters of the four selected orifice discs with overflow ratios of 0.245, 0.33, 0.384 and 0.44.
Figure 6. shows the variation curves of linear velocity of the inner axis of the foam generator with different multi-hole plate. From the Fig. 4, it can be seen that the flow velocity of each group of fluid starts to increase slowly in the tapering section of the nozzle, and the maximum flow velocity occurs near the outlet of the nozzle. The maximum flow velocity of the fluids in groups a and b reaches 28 m/s, while the maximum flow velocity of the fluids in groups c, d, and e is lower, 26 m/s. Therefore, when using orifice plates 1 and 2, the entrainment ability of the sprayed fluid is stronger, and more air can be sucked in. As the foaming net was positioned 0.4 ~ 0.6 m from the nozzle inlet, the velocity profiles within this range were analyzed further. Between 0.4 and 0.6 m, the velocities of all groups decrease. However, the velocities of groups b and c decrease more gradually, while the velocities of groups a, d and e decrease more rapidly. The average velocities of groups b and c are higher than those of groups a, d and e in this interval. This means that when using orifice discs 2 and 3, the fluids come into contact with the foaming net more fully, resulting in a better foaming effect. In summary, multi-hole plate 2 performance better in this group.

Velocity curves of the inner axis of the foam generator under different multi-hole plates.
b. The influence of fan-shaped rectifier on cross-sectional velocity distribution
The previous text analyzed and optimized the velocity curves and velocity cloud maps of different types of perforated discs. In the following section, we will optimize the fan-shaped discs and compare them with the perforated discs to assess their advantages and disadvantages. We selected sector discs with inner diameters of 5 mm, 10 mm, 15 mm, 20 mm, and 25 mm for optimization. The size parameters of the sector discs are presented in Table 3.
Figure 7 shows the velocity variation curves of the internal axis of the foaming machine under different fan-shaped rectifier, for further analysis of the internal flow field of the foam generator. In order to further analyze the internal flow field of the foam generator, the axial velocity change curves of the foam generator under different fan-shaped rectifier were made as shown in Fig. 7. The figure shows that group a has a maximum flow velocity of 26.9 m/s at approximately 0.4 m from the nozzle outlet, while the other groups have their maximum flow velocities near the nozzle outlet. Groups b, c, d, and e have slightly lower maximum flow velocities, around 25.9 m/s. In the range of 0.4 to 0.6 m, group A experiences the slowest decrease in flow velocity compared to groups b, c, and d. However, the difference is not significant. Group e has the lowest flow velocity in this interval, leading to the exclusion of fan-shape rectifier 5. The velocity clouds and cross-section average velocities of the remaining four groups are compared and analyzed in the following sections.

Velocity curves of the inner axis of the foam generator under different fan-shaped rectifier.
Table 4 shows the average flow velocity of each section under different fan-shaped plates, Fig. 8 shows the plane ___location diagram, and Fig. 9 shows the velocity distribution cloud map of each section under different fan-shaped plates. The Fig. 9 shows that there is no significant difference in the performance of each group in "Introduction"; in "The foam generator theoretical analysis and structural design", there is no significant difference between groups b, c and d. The flow velocity around the centre of group a is slightly higher than that of the other groups, and the flow velocity at the edge is also slightly higher than that of the other groups; in "Numerical simulation", the uniformity of group a is much worse than that of the other groups, so s fan-shaped rectifier 2 is excluded. To summarize, fan-shaped discs 3 and 4 perform best. It is important to note that increasing the inner diameter of the fan-shaped disk during the foaming process will result in increased flow resistance, reduced jet impact, and ultimately affect the foaming effect. Therefore, fan-shaped rectifier 3 is the preferred option as the optimal fan-shaped disk.

The plane Location Diagram.

Velocity distribution cloud diagrams of the section under different fan-shaped rectifier.
c. Optimization of flow rectifiers
The analysis previously selected the optimal structures for the multi-hole plate and fan-shaped plate. In the following section, we will compare and analyze the two selected rectifier discs to determine the most suitable foaming structure. The size parameters of the two types of rectifier discs are shown in Table 5. To further compare the foaming effects of the two types of rectifier discs, the flow rates of three groups at sections one, two, and three were analyzed. Figure 10 shows the distribution cloud map of the cross sectional velocity under different rectifier plate. The cloud maps of groups a and b are relatively similar, but at "The foam generator theoretical analysis and structural design", the flow velocity of group b near the edge area is slightly higher than that of group a.

Velocity distribution cloud diagram of section under different flow rectifiers.
Table 6 displays the mean cross-sectional velocities of two distinct rectifier discs. Table 6 shows that the average flow velocity of groups a and b is almost the same at section one. However, at "The foam generator theoretical analysis and structural design" and "Numerical simulation", the average flow velocity of group a is the lowest, while group b is slightly higher than group a. Therefore, although the dispersibility of the two groups is almost the same, group b has a slightly higher speed at each point on section two and section three, making it more suitable for foaming. In conclusion, sector fan-shaped 3 is the best rectifying plate of the air self-suction foam generator.
The influence of nozzle cavity spacing on the internal flow field of air self-suction foam generator
The distance between the nozzle and the mixing chamber is defined as the shortest distance between the nozzle outlet and the mixing chamber. μ It has a significant effect on the velocity distribution in the mixing chamber and the gas entrainment ability. To measure μ, this article simulates and analyzes foam generator with varying spacing (0 mm, 50 mm, 100 mm, 150 mm, and 200 mm) while keeping other structural parameters constant.
It is evident from the above that the fluid’s maximum flow rate is located near the nozzle outlet. This maximum flow rate determines the amount of air inhalation, with a higher flow rate resulting in a stronger ability to roll suction of air around the jet. Therefore, an analysis of the relationship between μ and the maximum flow rate of change is necessary. Figure 11 displays the variation curve of μ and the maximum flow rate. It is evident that the maximum flow rate initially decreases and then increases with the increase of μ. The smallest maximum flow rate of the fluid is observed at μ = 100 mm, while the largest maximum flow rate is observed at μ = 200 mm. At this point, the maximum flow rate increases by 14% compared to the maximum flow rate at μ = 100 mm. Therefore, μ values of 0 and 200 mm are recommended for the foaming device to absorb the maximum amount of air.

Maximum velocity varies with \(\mu\).
Figure 12 shows the cross-sectional velocity distribution cloud maps for 0 mm and 200 mm, and Table 7 shows the average cross-sectional velocity for both. The results indicate that fluid diffusion in the mixing chamber is better at 200 mm. Table 7 shows that the average velocity of the fluid is higher at 200 mm in sections one and two, while at section three, it is higher at 0 mm. It is evident that the average velocity of the fluid is higher at section two, at 200 mm. Based on the analysis of the average velocity and velocity distribution cloud map of the cross-section, the foaming machine at 200 mm is the optimal choice.

Velocity distribution cloud diagram of section under different nozzle-cavity spacing.
The influence of mixing chamber diameter on the internal flow field of air self-suction of foam generator
The mixing chamber is the area where foaming occurs, and its diameter (d) directly affects the performance of the foam generator. If d is too large, it hinders the mixing of water and air, and due to its large volume, it becomes difficult for a single person to control. If d is too small, the volume of air entering the mixing chamber is greatly reduced, which reduces the FER. Therefore, it is important to select the appropriate diameter. In terms of practical application, the diameter (d) of foam generator is generally limited to 200–350 mm. For this reason, this article has chosen to simulate foam generator with diameters of 220 mm, 260 mm, 300 mm, and 340 mm.
Figure 13 shows the variation curve between the diameter of the mixing chamber and the maximum flow velocity. The results illustrate that the maximum flow velocity is 27 m/s when d is 260 mm, and the maximum flow velocity is around 26 m/s for other diameters. The graph in Fig. 10 displays the variation curve of the average flow velocity at different d sections. It is evident that the average flow velocities of "The foam generator theoretical analysis and structural design" and "Numerical simulation" decrease as the mixing chamber diameter increases.

Variation curve of the maximum flow velocity with the diameter of the mixing chamber.
Figure 14 shows the variation curve of the average flow velocity at different d-sections. It is evident that the average flow velocities of "The foam generator theoretical analysis and structural design" and "Numerical simulation" decrease as the mixing chamber diameter increases. Although the average flow velocity of section three is also highest when d is 260 mm, the total average velocity of the three planes is higher when d is 220 mm, with sections one, two, and three all having higher average flow velocities. Based on the relationship between the maximum flow velocity and d, the optimum diameter (d) was determined to be 220 mm.

Variation curve of cross-sectional average flow velocity under different mixing chamber diameters.
The influence of key components on the foam production performance of air self-suction foam generator
To evaluate the performance of the above selected key components in the foaming experiment, now under the low water pressure of 0.25 MPa, three-phase foaming liquid is used as the foaming agent and the proportion of 3% is added to carry out the on-site foaming experiment of different key components in the air self-suction foam generator. Table 8 presents the level table of factors that affect foaming performance. The experiment examines the impact of five factors on foaming performance. The larger the FER and the thicker the σ the better the effect on fire extinguishing, the farther the L the better the safety for the firefighters, and γ indicates the higher utilisation of the foam solution and the more economical, in this paper, the four factors are analysed as equally weighted factors. Table 9 presents the designed orthogonal experimental table, while Table 10 displays the foaming effect of the air self-suction foam generator.
The influence of key components on the FER of air self-suction foam generator
Table 11 shows the analysis of the range of factors influencing the foaming ratio at different levels. It can be concluded that the order of influence of the five factors on the FER, when used as the evaluation indicator, is \(\mu\)> \({n}\) > \({m}\)>\(\varphi\)> \({\ell}\). The optimal horizontal parameter is determined to be A3B1C2D1E1 based on the influence of various horizontal factors on the FER in Fig. 15.

The influence of various horizontal factors on FER.
The influence of key components on the L of air self-suction foam generator
Table 12 presents an analysis of the range factors impacted by different horizontal factors. It can be concluded that the number of layers of the foam mesh has the biggest influence on the range when used as the evaluation indicator. This may be due to the increased resistance to the foam mixture caused by the increase in the number of layers of the foam mesh, which is not conducive to the formation of foam flow through the foam mesh. The order of influence of the other four factors is \({n}\) >\(\mu\)> \({m}\) >\(\varphi\) > \({\ell}\). According to Fig. 16, the optimal horizontal parameter is A1B3C1D3E2, taking into account the influence of various horizontal factors on range.

The influence of various horizontal factors on range.
The influence of key components on the \({\varvec{\sigma}}\) of air self-suction foam generator
Table 13 presents an extreme difference analysis of the factors that affect the thickness of foam stacking for each level factor. It can be concluded that the order of the factors affecting the foam stacking thickness, when used as the evaluation index, is the number of layers of foaming net, followed by μ, then φ, then the number of mesh of foaming net, and finally the spacing between foaming nets. The stacking thickness of the foaming nets is most affected by the number of layers used. This is because increasing the number of layers provides more opportunities for the foam mixture to collide with the foaming nets, resulting in more complete foaming. The optimal level parameter for foam stacking thickness, as shown in Fig. 17, was determined to be A2B3C2D3E3.

The influence of various horizontal factors on \(\sigma\).
Table 14 shows the factors that affect the non-foaming liquid separation rate γ at different levels. The range analysis table can be used to derive the following: When evaluating indicators, the order of impact of the five factors is \(\mu\)> \({n}\) >\(\varphi\) >\({n}\) > \({m}\). The most influential factor is the nozzle cavity spacing, which is due to the uniform dispersion effect of the rectifying disc on the foam mixture jet. It is crucial to ensure that the farthest interface formed by the rectifying disc coincides with the foam mesh. If the nozzle distance is too large, the interface will be in the foaming chamber before the foaming net. If it is too small, the interface will be located in the central local area of the foam mesh, and the foam mesh will not be fully utilized. The value of γ determines how fully the foam mixture is used. To determine the optimal level parameter, as shown in Fig. 18, use A1B2C1D2E2 based on its impact.

The influence of various horizontal factors on \(\gamma\).
The best key components
Table 15 shows the optimal parameters of key components for each foam’s performance based on previous research. The optimal comprehensive parameter is A1B3C1D3E2, which was determined by comprehensively evaluating four performance indicators: FER, L, σ, and γ. The optimal effect is achieved when the foam mesh has a mesh number of 16, a spacing of 3 cm between layers, and a total of 2 layers, with a flow ratio of the fan-shaped plate of 0.455 and a spacing of 22 cm between the foam mesh and the nozzle. The foam production performance of the jet self-suction foam generator was tested under these conditions, as shown in Fig. 19, resulting in an FER of 42, L of 13 m, a foam stacking thickness of 7 cm, and γ of 0.15 L/s.

The actual foaming effect of the optimal group.
Conclusion
Currently, there is a shortage of lightweight, efficient, long-range, medium-FER foam generators for preventing and controlling fires in confined spaces. Furthermore, it is unclear how the foaming characteristics of an air self-suction foam generator are affected by key structures. This article analyzed the influence of the internal flow field and key components on the foaming performance of a air self-suction foam generator through numerical simulation and experiments. It determines the optimal rectifying disc structure and components. The main conclusions are as follows:
(1) The simulation shows that the velocity of the fluid increases gradually as the nozzle narrows, with the maximum velocity occurring near the nozzle outlet. At a distance of 0.4–0.6 m from the nozzle inlet, the fluid’s velocity decreases. The velocity distribution of the jet at the foam mesh interface varies depending on the type of rectifier plate used.
(2) The fan-shaped disk and the porous hole disk have optimal structures that perform well in distributing flow velocity at the foaming net position. However, the fan-shaped disk has a higher average velocity at the cross-section compared to the porous hole disk, making it the most suitable rectifier disk for the foaming machine.
(3) The net foaming is influenced by several factors, including m, l, φ, n, and φ, each with a different impact on FER, L, \(\sigma\), \(\gamma\). For example, when evaluating based on FER, the order of influence is \(\mu\)> \({n}\)> \({m}\) > \(\varphi\)> \({\ell}\). When evaluating based on range, the order of influence is \({n}\) >\(\mu\)> \({m}\) >\(\varphi\) > \({\ell}\).
(4) When there are 16 foam meshes, spaced 3 cm apart in 2 layers, with a fan-shaped disc flow ratio of 0.455, and a spacing of 22 cm between the foam mesh and nozzle, the foam performance is optimal. At this time, FER of self aspirating foam is 42 times, L is 13 m, and the foam stacking thickness σ It is 7 cm, γ It is 0.15 L/s.
(5) The foam production in this paper was carried out under ambient conditions, but the quality of the foam produced under low winter or high summer temperatures and the foaming effect when used in low atmospheric pressure regions are unknown and deserve further research in the future.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
Abbreviations
- FER:
-
Both momentum and foam expansion rate
- \(\mu\) :
-
The distance between the nozzle and the closest end face of the foam chamber vertically
- m :
-
The foam mesh number
- n :
-
Number of layers of foam mesh
- \(\sigma\) :
-
Foam stacking thickness
- φ:
-
The ratio of the area of the fluid that can pass through the rectifier disk to the vertical cross-sectional area of the fluid flow
- \({d}\) :
-
The mixing chamber
- l :
-
Foam mesh spacing
- L:
-
Range
- γ:
-
Unfoamed liquid separation rate, foam solution not involved in the foaming process
References
Forrest, B. et al. Smoke development and movement during ventilation-limited fires in a multi-storey house. Fire Mater. 45, 1063–1074 (2020).
Fang Zhiming, Xu. et al. Study on the exit-selecting behavior in underground indoor space with fire using a virtual experiment. Tunn. Undergr. Sp. Technol. 112, 103936 (2021).
Xinxiao, L., Deming, et al. A new design of double-stage parallel adding equipment used for dust suppression in underground coal mines. Arab. J. Sci. Eng. 39(11), 8319–8330.https://doi.org/10.1007/s13369-014-1404-0 (2014).
Jushi, C. et al. Experiments on foam generator and its flow characteristics during DTH drill in open-pit mine. J. China Coal Soc. 40(S1), 132–138. https://doi.org/10.13225/j.cnki.jccs.2014.0600 (2015).
Chao, Z. et al. A review of the research status of foaming machines. Technol. Innov. Appl. 14, 86–88 (2018).
Yamamoto, S., Jinfu, M. & Jianrong, L. Foam dust removal in mechanized mining face. Saf. Coal Mines 04, 50–53 (1984).
Youying, M., Mengyao, X., Kaili, W. et al. Experimental study on the effect of structural parameters on the foaming performance law of mining net-type foaming apparatus. Indus. Saf. Environ. Protect. 45(05), 92–95, 106 (2019).
Yingchun, L., Mingju, J., Rongcen, X. et al. Study of key properties of expansion foam for process safety incident mitigation using an improved foam generator. J. Loss Prevent. Process Indus. 74, 104661.
Botao, Q., Deming, W. & Rengui, Z. Foaming mechanism and design principles of a three-phase-foam generator. J. China Univ. Min. Technol. 04, 439–442 (2008).
Jiang, Z.A., Li, H.Y. & Du, C. Experiment and analysis on performance and dedusting efficienvy of forthing generator. Metal Mine 05, 41–43, 54 (1996).
Zhongan, J. & Huaiyu, Li. Study on forth dedusting technology and its application. China Saf. Sci. J. 03, 56–60. https://doi.org/10.16265/j.cnki.issn1003-3033.1997.03.012 (1997).
Pengfei, Z., Zhongan, J., Zenglin, Z. et al. Foam dust remove technology and application in roadway heading face. Coal Sci. Technol. 12, 38–41 (2006). https://doi.org/10.13199/j.cst.2006.12.47.zhaopf.014.
Panjun, G., Zhijie, F., Liuliu, Z. et al. Research and application on performance of foam generator used in heading face. Min. Saf. Environ. Protect. 42(04), 37–39, 43 (2015).
Liu, Y. et al. Study of key properties of expansion foam for process safety incident mitigation using an improved foam generator. J. Loss Prev. Process Ind. 74, 104661 (2022).
Rifeng Zhou, Xu. et al. Study on the flow characteristics of nitrogen gas foam in horizontal foam generator. Int. J. Multiph. Flow 129, 103326 (2020).
Xin-xiao, Lu. et al. Investigation on the performance and application of a new design of foam generator used for fire extinguishment in underground coal mines. Combust. Sci. Technol. 190, 2003–2017 (2018).
Zhu, H., Hu, C., Zhou, Q. et al. Study on formula of three-phase foam fire prevention and control material optimized by response surface methodology. Coal Sci. Technol. 47(4), 120–126.https://doi.org/10.13199/j.cnki.cst.2019.04.020 (2019).
Parikh, D. et al. The coupled dynamics of foam generation and pipe flow. Int. J. Heat Fluid Flow 79, 108442 (2019).
Zhu, X. et al. Improved foam application at the tunnel face with large ventilation volume and low pressure supplied water. Tunn. Undergr. Space Technol. 95, 103139 (2020).
Wu, M. et al. Preparation of new gel foam and evaluation of its fire extinguishing performance. Colloids Surf. A Physicochem. Eng. Asp. https://doi.org/10.1016/j.colsurfa.2021.127443 (2021).
Huang, C. et al. Wood stack fire tests to evaluate the influence of extinguishing medium and driving pressure on fire extinguishing efficacy of forest trees. Therm. Sci. Eng. Prog. 49, 102464 (2024).
Bhusare, V. H. et al. CFD simulations of a bubble column with and without internals by using OpenFOAM. Chem. Eng. J. 317, 157–174 (2017).
Gan, J. et al. Research on the law of head loss of jet pumps in the cavitation state. Acs Omega 7, 12661–12679 (2022).
Youjie, S., Shouxiang, L., Ning, J. et al. Drainage of aqueous film forming foam stabilized by different foam stabilizers. J. Dispers. Sci. Technol. 39, 2018.
Author information
Authors and Affiliations
Contributions
C.L. designed experiments and participated in laboratory work, collected and analysis data and wrote the main manuscript text. Y.W. participated in laboratory work, collected and analysis data and provided financial support. D.Z. provide support for data analysis, participated in laboratory work and reviewed articles. Y.L. reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Lu, C., Wu, Y., Zhu, D. et al. Study on the foam production characteristics of air self-suction foam generator by jet. Sci Rep 15, 688 (2025). https://doi.org/10.1038/s41598-024-84595-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-84595-7
