
Abstract
Focused high-frequency acoustic waves are utilized in industrial non-destructive testing (NDT) on account of their exceptional spatial resolution and high sensitivity. However, the majority of the focusing methods currently adopted for high-frequency transducers are mechanical pressure focusing and lens focusing, which may inflict mechanical damage on piezoelectric elements and give rise to low transmission efficiency. In this paper, an efficient approach to achieving self-focusing at high frequency is proposed. This is accomplished by utilizing half-concave piezoelectric elements. Through the employment of a precise micro-nano processing technology, a self-focusing half-concave ultrasonic transducer operating at a high frequency (62.7 MHz) was designed, fabricated, and characterized. This device exhibits excellent lateral resolution (39 μm) and a − 6 dB bandwidth (76.6%). The outstanding imaging performance was manifested using a multilayer circuit board and a chip. The results imply that the self-focusing half-concave high-frequency ultrasonic transducer has a prospective potential in industrial NDT, especially for defect detection in chip packaging.
Similar content being viewed by others


Introduction
Ultrasound enables industrial non-destructive testing (NDT) and biomedical imaging owing to its non-invasive characteristic, low power consumption, high sensitivity and high resolution1,2,3,4,5,6. It is imperative to note that ultrasonic waves emitted by the piezoelectric material are reflected back through the propagation medium at the imaging target. It is the piezoelectric material, which is the key component of the transducer, that receives these waves. The imaging performance of the transducer depends mainly on the operating frequency and f-number, which further affect the − 6dB bandwidth and the width of the acoustic beam7,8,9. As a result, researchers are looking for higher-frequency acoustic waves and superior bandwidth to improve imaging performance, which is an unrivalled first choice in industrial NDT10,11, especially for detecting defects in chips.
Traditional industrial NDT commonly employs optical imaging12,13, X-ray imaging14,15, and thermal imaging16,17 techniques to identify minute defects in precision electronic components. However, optical imaging is limited to detecting surface flaws and cannot penetrate to detect internal defects. Additionally, thermal imaging is sensitive to ambient temperature variations, which can compromise detection accuracy. Consequently, these traditional methods are increasingly inadequate for modern industrial NDT requirements. Although X-ray imaging has become a crucial component of industrial NDT due to its rapid imaging speed and high resolution, it also presents challenges such as high equipment costs and radiation safety concerns that need to be addressed. By exploiting the differences in the propagation speed and reflection characteristics of ultrasonic waves in different media, images of the internal structure of industrial equipment are generated by receiving reflected signals. The focused high-frequency ultrasound can detect defects such as cracks and voids inside electronic components with excellent spatial resolution.
For high-frequency (> 20 MHz) ultrasonic transducers6,18, pressure is exerted on piezoelectric materials using steel balls at elevated temperatures to induce deformation and achieve the focusing effect19,20. Nevertheless, this may give rise to adverse consequences such as short circuits in piezoelectric single crystals and ceramic materials. Acoustic lenses are employed to realize focusing, and the appropriate type of lens is selected based on the propagation characteristics of the acoustic waves21,22,23. Lens focusing can enhance the acoustic intensity at focal point, but an overly large ratio of the focal length to the diameter of the piezoelectric element can lead to a reduction in sensitivity. Traditional phased arrays utilize the modulation of electrical signals at the level of individual piezoelectric elements to achieve the manipulation of acoustic waves. This approach confers a high degree of design freedom24,25,26,27, yet the cost of such systems is high and complex terminals are required. Despite the maturity of various focusing technologies, attaining high-precision and stable focusing in practical applications remains a challenge. Additionally, high-frequency transducers typically demand finding the optimal design solution between broad bandwidth and high sensitivity. The lateral resolution is determined by the wavelength in the propagation medium and ratio of the focal length of the transducer to the piezoelectric element. The − 6 dB bandwidth is a crucial factor in determining the axial resolution, and the broader the bandwidth, the higher the axial resolution, but sensitivity might be compromised. In practical applications, such as chip solder joint defect detection, optimizing the balance between bandwidth and sensitivity constitutes an important research topic.
Herein, we propose an efficacious approach for achieving high-frequency self-focusing through precise micro- and nano-machining techniques. The transducer is fabricated from a half-concave element featuring a smooth concave surface. To demonstrate its remarkable focusing capabilities, we simulated the focusing characteristics of the transducer by using COMSOL Multiphysics finite element method simulation software. Subsequently, we imaged a resolution board and a tungsten phantom to evaluate the spatial resolution of the transducer. Eventually, we conducted imaging on multilayer circuit boards and chips to assess the imaging performance of the transducer. This study presents an easily implementable, high-precision fabrication method for high-frequency self-focusing transducers, specifically tailored for industrial NDT, particularly for defect detection during chip packaging.
Methods
High-frequency self-focusing ultrasonic transducer
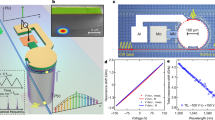
The piezoelectric element serves as the core component of the self-focusing high-frequency ultrasonic transducer (HFUT) for the transmission and reception of ultrasonic waves. The piezoelectric element with varying thickness produces a focus at the center, as shown in Fig. 1a. Figure 1b illustrates the design of a half-concave piezoelectric element. The focal length is determined by the aperture of the piezoelectric element, and the center frequency of the HFUT is dictated by the thinnest part of the element. The function t, derived from the schematic in Fig. 1b, is given as follows:
where d0 represents the thinnest part of the element, and R indicates the radius of curvature. As illustrated in Fig. 1c, the schematic diagram of an HFUT is presented. The back of the piezoelectric material, with conductive metal electrodes coated on the top and bottom surfaces, is bonded to the backing layer, and epoxy resin is employed to fix and encapsulate the piezoelectric elements within the Cu-housing. The thickness of the piezoelectric layer initially decreases and subsequently increases from left to right, resulting in a half-concave structure as a whole. Ideally, the acoustic waves are emitted from the concave piezoelectric element to form a focus, replacing the focusing of the acoustic lens, avoiding the attenuation of the acoustic waves by the acoustic lens material and preventing damage to the piezoelectric layer by pressure focusing, thereby enhancing the resolution, sensitivity, and penetration depth of the ultrasonic transducer. Utilizing the differential method, the element can be segmented into multiple cylindrical shells featuring extremely narrow dimensions (differential factors dx), with their mechanical and electrical functionalities operating in a parallel cascade manner. As a result, the total impedance of a half-concave piezoelectric element with gradient thickness can be expressed as \(Z=\int_{0}^{a} {dZ\left( x \right)} dx\).

Schematic diagram: (a) Self-focusing element; (b) View of x-z plane; (c) HFUT and finite element methods simulation model.
Finite element methods simulation of acoustic field
To verify the focusing characteristics of the half-concave piezoelectric element, utilizing the COMSOL Multiphysics software, a two-dimensional (2D), axisymmetric finite element model was created and subjected to simulation based on Fig. 1c. The density of LiNbO3 is 4940 kg/m3, the sound speed is 7360 m/s, and the d33 is 35 pC/N, demonstrating excellent piezoelectric properties. A conductive epoxy resin with high attenuation (E-solder 3022) is used as the backing material to minimize acoustic wave reflections from the rear of the piezoelectric element. The material parameters employed for the finite element method simulation are presented in Table 1. Fields of pressure acoustics, solid mechanics, and electrostatics are chosen to accurately model the propagation of acoustic waves. The backing layer, epoxy and water are categorized under the pressure acoustics, whereas LiNbO3 falls within the domains of solid mechanics and electrostatics. To emulate infinite water environments and prevent the interference from non-experimental elements, a perfect matching layer is applied at the outer boundary of the simulation model. Finally, the mesh is refined into sufficiently small elements (each smaller than λ/5, where λ represents the wavelength at the central frequency) to ensure precise simulation outcomes. A frequency sweep from 20 MHz to 100 MHz is employed to model the acoustic field distribution across various excitation frequencies.
HFUT fabrication and characterization
Micro-nano fabrication techniques are utilized to create a half-concave LiNbO3 piezoelectric element with a focal length of 1 mm and an aperture radius R of 1 mm. As calculated using Eq. (1), the maximum depth of this element is approximately 135 μm. The fabrication process of HFUT is as follows: (1) Thinning the block-shaped piezoelectric material using a high-precision CNC milling machine to fabricate a half-concave element; (2) Sputtering a first electrode layer on the surface opposite to the half-concave piezoelectric layer; (3) Adding backing layer material to the flat surface and further thinning it to fabricate a backing layer; (4) Utilizing diamond polishing paste to polish the piezoelectric element to obtain a smooth surface; (5) Conducting electromagnetic shielding treatment on the ultrasonic transducer: placing the semi-finished element in a copper shell, pouring epoxy resin and waiting for cooling and shaping; (6) Sputtering a second electrode layer on the surface of the element; (7) Positioning the surface of the element on the upper surface in a vacuum sputtering machine for coating; (8) Threading one end of the cable through the opening of the housing, electrically connecting it to the backing layer, and welding the other end of the cable to the SubMiniature version A (SMA) interface. (9) A Parylene C protective coating was deposited via vapor deposition onto the surface of the half-concave LiNbO3 piezoelectric element, as well as the Cu-housing.
To evaluate basic performance, short pulse ultrasonic waves emitted from HFUT pass through the deionized water to reach the imaging target surface, and X-cut quartz block facing HFUT is placed at the bottom of the water tank. Upon reaching the quartz block, the ultrasonic waves are reflected back onto the surface of the block. The reflected ultrasonic signals are received by HFUT and converted into electrical signals, which can be recorded and analyzed to evaluate the performance of HFUT.

Schematic diagram of the acoustic microscopy.
Ultrasonic NDT system
Figure 2 illustrates the schematic representation of the ultrasonic NDT system, the red arrow represents the issuance of control commands, the green arrow represents the generation and transmission of ultrasonic signals, and the orange arrow represents the transmission of synchronization signals. The system mainly comprises six main components: the host computer, the pulser-receiver, the collection card, the ultrasonic transducer, the 3D motion platform, and the motion controller. The computer functions as the control platform responsible for issuing control commands and processing data. The 3D motion platform and the motion controller form a scanning platform, which is accountable for carrying the ultrasonic transducer to conduct scanning at different spatial positions. The motion controller dispatches step pulses to the 3D motion platform based on the scanning instructions to achieve scanning motion of different trajectories. The pulser-receiver, the acquisition card, and the ultrasonic transducer constitute a signal acquisition and transmission platform, responsible for transmitting, receiving, and converting ultrasonic signals from analog to digital. After receiving the position synchronization signal, the pulser-receiver transmits excitation signals to the ultrasonic transducer and receives echo signals from it. The acquisition card converts the analog echo signals from the pulser-receiver into digital signals. Finally, the host computer processes and converts them into an image.
Results
Acoustic field distribution of HFUT
The distribution of the acoustic field for the HFUT was modeled using the commercial software COMSOL Multiphysics. A 2D axisymmetric model of the element, featuring a diameter of 1 mm and composed of LiNbO3, was constructed for this simulation. Figure 3a depicts the distribution of acoustic field intensity in the x-y and x-z planes. The emitted acoustic waves focus in the deionized water and form a single focal point. The peak acoustic pressure intensity occurs exactly 1 mm away from the piezoelectric element’s surface, at a z-coordinate of 1 mm, which is completely consistent with the pre-defined design parameters. Figure 3b and c respectively show the lateral and axial acoustic pressure distributions on the focal plane. The lateral full width at half maximum (FWHM) of the focused acoustic field is 36 μm, whereas the axial FWHM is 119 μm. The simulation results vividly demonstrating that the ultrasonic transducer possesses good focusing performance.

(a) Acoustic field simulation results of HFUT; (b) and (c) Normalized acoustic pressure distribution curves of red dotted line in (a), respectively.
Basic imaging performance evaluation
This study used a precision CNC machine to process LiNbO3 piezoelectric plates to obtain a half-concave element. Figure 4 shows the details of the transducer fabrication process. The fabricated ultrasonic transducer is shown in Fig. 4a, and its size is equivalent to that of a coin. Figure 4b and c depict an unpolished and polished piezoelectric element with backing layer, where the curved piezoelectric elements and smooth circular surfaces can be clearly seen.

(a) Optical images of fabricated HFUT and coin; (b) Optical image of unpolished piezoelectric element; (c) Top view morphology of polished piezoelectric element.
Initially, the pulse-echo of the HFUT was measured, as demonstrated in Fig. 5a. The blue curve represents the measured pulse-echo spectrum, which has been normalized to obtain the spectrum represented by the red dashed line. The normalized spectrum measured in the experiment indicates that the half-concave high-frequency transducer has a broad frequency ___domain response. The calculated center frequency of the transducer is 62.7 MHz, with a − 6 dB magnitude as the boundary. The lower and upper frequencies are 88.9 MHz and 36.5 MHz, respectively, and the calculated bandwidth is 76.6%. In addition, the peak-to-peak value of the echo signal without an amplifier was measured to be 0.335 V.
To test the imaging performance of ultrasonic transducers, it is requisite to measure their spatial resolution. Due to the considerable difference in acoustic impedance between stainless steel and deionized water, a resolution board with a hollow grid structure can be fabricated to determine the resolution of the transducer. Firstly, the pattern of the resolution board is designed by using CAD software in accordance with the requirements. This design encompasses circular holes, curves, and straight lines of diverse sizes, with a minimum pitch of 100 μm. Next, the metal substrate is installed on the laser processing platform and high-precision laser equipment is employed to cut or carve in accordance with the design pattern, forming the requisite lines or holes. After laser processing, the molten material and residues on the surface are eliminated and the necessary surface treatment is conducted. Figure 5b shows the manufactured stainless-steel resolution board.
In the test, a stainless-steel resolution board with a uniform and level surface was employed as a reflector. The gap size d and smallest width d of three groups of double grids have the same values of 100 μm, 200 μm and 300 μm. The resolution board was secured at the center of the water tank using a bracket, maintaining a specific height above the tank’s bottom. The pulser-receiver utilizes a H2 interface adapted to a high-frequency transducer, which can excite transducers ranging from 40 MHz − 165 MHz. The H2 interface is connected to a channel with a bandwidth of 500 MHz in JSR. The receive gain is set at 0 dB, the scan accuracy is 4 μm, and the scan length is 12 mm. Figure 5b displays the C-mode image of the resolution board captured using an ultrasonic NDT system, with the data normalized. The experimental results indicate that clear imaging of the resolution board can be accomplished by using HFUT. The imaging of the three grids with the smallest grids (300 μm, 200 μm, and 100 μm) was statistically analyzed, and the data at the red dashed line was selected to obtain the curve plot in Fig. 5c. Using − 6 dB as the boundary, the graph reveals that the transducer resolution is better than 100 μm.
To further assess the resolution capabilities of the HFUT, a phantom composed of tungsten wires was constructed to more precisely gauge its spatial resolution. As illustrated in Fig. 5d, three high-purity tungsten wires, each with a diameter of 20 μm, are evenly spaced in both the lateral (1.5 mm) and axial (0.5 mm) directions. In Fig. 5e, the B-mode image of the third tungsten wire is displayed, captured using the HFUT, along with the calculated lateral line spread function. Positioned approximately 1 mm from the transducer’s surface, the tungsten wire yields a lateral resolution of 36 μm at − 6 dB, demonstrating the transducer’s superior lateral resolution.

(a) Experimental pulse-echo waveform and normalized frequency spectrum; (b) Optical and C-mode image of resolution stainless steel board (d = 100 μm, 200 μm, 300 μm), respectively; (c) Amplitude of resolution board at the red dotted line in (b); (d) Fabricated tungsten wires phantom; (e) Lateral resolution obtained from B-mode imaging of tungsten wire phantom.
Chips C-mode imaging
With the rapid advancement of microelectronics technology, the requirements for microelectronics packaging inspection are constantly escalating, and high-precision and high-resolution NDT technology has emerged28,29. With its advantages of being non-destructive, rapid, and highly precise, ultrasound constitutes an effective means for detecting the integrity and reliability of microelectronic packaging components. It is capable of detecting and measuring the size of internal microstructures or microdefects in microelectronic packaging and micromechanical components. As shown in Fig. 6a, the multilayer Printed Circuit board (PCB) and chip were imaged using an acoustic microscope system to evaluate the packaging details of the device. Initially, the multilayer PCB or chip is placed atop a glass slide in water tank which is filled with deionized water, and the transducer’s position is adjusted to immerse in the water so that its focus coincides with the surface of the target for imaging, allowing for a clear depiction of the multilayer PCB or chip. When imaging the chip, it is necessary to adjust the spatial position of the ultrasonic transducer to ensure that the ultrasound waves emitted by the transducer are vertically incident on the surface of the chip. Then, adjust the z-axis position of the transducer so that the focal plane of the transducer coincides with the imaging plane to obtain the maximum echo amplitude and image quality. After scanning the first imaging plane, adjust the z-axis position of the transducer to image the next plane. It should be noted that when imaging each plane, it is necessary to ensure that the imaging plane coincides with the focal plane of the transducer to achieve optimal image quality.
Figure 6b provides both the schematic diagram and the optical image of the multilayer circuit board. A multilayer PCB comprises a highly insulating, high-temperature, and corrosion-resistant substrate, a copper foil conductive layer for carrying circuit signals and currents, and an insulating layer between the conductive layers for insulation and protection. ROI1 (region of interest) is the vias of the PCB, ROI2 is the component numbers, and ROI3 is the solder pads. Figure 6c shows the C-mode image of different cross-sections of a multilayer PCB. In the C-mode image, the vias, solder pads and component numbers are distinctly visible, particularly in the red dashed line representing the copper foil conductive layer within the first layer. The ultrasonic transducer is also utilized for multi-section imaging of the chip. Figure 6d shows the optical and schematic diagrams of the chip, ROI4 represents the silicon die, and ROI5 represents the gold leads. Figure 6e shows the C-mode image of the chip, which clearly depicts the physical structure of the different cross-sections, especially the silicon die and the gold leads indicated by the red dashed line.

(a) Schematic diagram of chip imaging; (b) Schematic diagram and optical image of multilayer PCB; (c) and (e) C-mode images of multilayer PCB and chip, respectively; (d) Optical image and internal 3D model of chip.
Discussion and conclusions
In this work, a high-accuracy micro-nano fabrication technique was utilized to fabricate a half-concave HFUT with broad bandwidth and excellent spatial resolution, which does not inflict physical damage on the piezoelectric element and maintains high sensitivity over a long period of time. The vibration mode of the half-concave structure with varying thickness is not a single thickness mode, which is a crucial factor for the broad − 6 dB bandwidth of the HFUT fabricated in this work. Since ultrasonic transducers with gradient thickness does not vibrate at a single frequency, and also result in a decrease in the amplitude of the echo response at the focal plane. As the structure proposed in this paper can be fabricated in batches by micro-nano processing technology, multiple HFUTs with outstanding imaging performance can be integrated for industrial NDT imaging in the future.
To summarize, the creation of a half-concave element with a 1 mm × 1 mm aperture was achieved by means of dimpling a LiNbO3 single crystal plate, from which HFUTs were subsequently manufactured. The self-focusing half-concave ultrasonic transducer has an operating frequency of 62.7 MHz and a − 6 dB bandwidth of 77.6%. The measured − 6 dB lateral resolution values 39 μm from the imaging of the tungsten wires phantom. The exceedingly good imaging performance was evident in the multilayer board and the chip. Compared with the ultrasonic transducers shown in references30,31,32,33, the proposed half-concave self-focusing ultrasonic transducer does not inflict physical damage on the piezoelectric elements and can achieve a broad − 6 dB bandwidth for ultrasound focusing without an acoustic matching layer. These results illustrate the promising application of high-frequency half-concave ultrasonic transducers in industrial NDT, especially in the field of microelectronic packaging.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Zheng, Y. et al. An ultrasonic nondestructive testing method for density uniformity of basin-type insulators in GIS. IEEE Trans. Instrum. Meas. 70, 1–8 (2021).
Honarvar, F. & Varvani-Farahani, A. A review of ultrasonic testing applications in additive manufacturing: defect evaluation, material characterization, and process control. Ultrasonics 108, 106227 (2020).
Ding, X. et al. On-chip manipulation of single microparticles, cells, and organisms using surface acoustic waves. Proc. Natl. Acad. Sci. U.S.A. 109, 28 (2012).
Zhang, J. et al. 0.36BiScO3-0.64 PbTiO3/Epoxy 1-3-2 high-temperature composite ultrasonic transducer for non-destructive testing applications. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 71, 638–647 (2024).
Huang, C. et al. 40 MHz high-frequency ultrafast ultrasound imaging. Med. Phys. 44, 2185–2195 (2017).
Shung, K. High frequency ultrasonic imaging. J. Med. Ultrasound. 17, 25–30 (2009).
Alasaarela, E. & Koivukangas, J. Evaluation of image quality of ultrasound scanners in medical diagnostics. J. Ultrasound Med. 9, 23–34 (1990).
Li, Z. et al. Optimization design of auto-focusing metasurface for ultrasound wave application. J. Adv. Dielectr. 14, 2350001 (2024).
Chen, R. et al. Eco-friendly highly sensitive transducers based on a new KNN–NTK–FM lead-free piezoelectric ceramic for high-frequency biomedical ultrasonic imaging applications. IEEE Trans. Biomed. Eng. 66, 1580–1587 (2019).
Du, X. et al. Lead halide perovskite for efficient optoacoustic conversion and application toward high-resolution ultrasound imaging. Nat. Commun. 12, 3348 (2021).
Briggs, A. & Kolosov, O. Acoustic Microscopy (Oxford University Press, 2009).
Su, L. et al. Defect inspection of flip chip solder joints based on non-destructive methods: A review. Microelectron. Reliab. 110, 113657 (2020).
Fang, T. et al. Progress and comparison in nondestructive detection, imaging and recognition technology for defects of wafers, chips and solder joints. Nondestr Test. Eval. 39, 1599–1654 (2024).
Holler, M. et al. Three-dimensional imaging of integrated circuits with macro-to nanoscale zoom. Nat. Electron. 2, 464–470 (2019).
Wang, J. et al. YOLO-Xray: A bubble defect detection algorithm for chip X-ray images based on improved YOLOv5. Electronics. 12, 3060 (2023).
Wu, X. et al. Super-resolution thermal imaging using uncooled infrared sensors for non-destructive testing of adhesively bonded joints. IEEE Sens. J. 22, 14415–14423 (2022).
Wang, F. et al. Multimode infrared thermal-wave imaging in non-destructive testing and evaluation (NDT&E): physical principles, modulated waveform, and excitation heat source. Infrared Phys. Technol. 135, 104993 (2023).
Zhou, Q. & Zheng, L. K. Piezoelectric single crystals for ultrasonic transducers in biomedical applications. Prog Mater. Sci. 66, 87–111 (2014).
Lin, P. et al. Matching layer design of a 2–2 piezo-composite ultrasonic transducer for biomedical imaging. Struct. Multidisc Optim. 65, 101 (2022).
Fei, C. et al. Ultrahigh frequency (100 MHz–300 MHz) ultrasonic transducers for optical resolution medical imagining. Sci. Rep. 6, 28360 (2016).
Song, G. et al. Broadband focusing acoustic lens based on fractal metamaterials. Sci. Rep. 6, 35929 (2016).
Peng, P., Xiao, B. & Wu, Y. Flat acoustic lens by acoustic grating with curled slits. Phys. Lett. A. 378, 3389–3392 (2014).
Pérez, A. & Drinkwater, B. Holographic acoustic tweezers. Proc. Nat. Acad. Sci. USA. 116, 84–89 (2019).
Yang, Y. et al. Self-navigated 3D acoustic tweezers in complex media based on time reversal. Research 2021, 9781394. (2021).
Marzo, A. et al. Holographic acoustic elements for manipulation of levitated objects. Nat. Commun. 6, 8661 (2015).
Lim, H. et al. A one-sided acoustic trap for cell immobilization using 30-MHz array transducer. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 67, 167–172 (2020).
Yoon, C. et al. Multi-particle trapping and manipulation by a high-frequency array transducer. Appl. Phys. Lett. 105, 214103 (2014).
Bender, E., Bernstein, J. & Boning, D. Modern trends in microelectronics packaging reliability testing. Micromachines 15, 398 (2024).
Zhang, T. et al. Life cycle assessment (LCA) of circular consumer electronics based on IC recycling and emerging PCB assembly materials. Sci. Rep. 14, 29183 (2024).
Quan, Y. et al. PZN-PT single crystal based high-frequency intravascular ultrasound transducers. Ceram. Int. 50, 51820–51825 (2024).
Quan, Y. et al. Lead-free KNN-based textured ceramics for high-frequency ultrasonic transducer application. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 68, 1979–1987 (2020).
Li, Z. et al. Piezoelectric metasurface for high-frequency ultrasonic transducer application around 50 MHz. Ceram. Int. 50, 51919–51927 (2024).
Luo, X. et al. Broadband high-frequency ultrasonic transducer based functional photoacoustic mesoscopy for psoriasis progression. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 69, 1926–1931 (2021).
Funding
This research was funded by the State Key Program of National Natural Science of China (61934006), Major Program of the National Natural Science Foundation of China (62090043), National Key R&D Program of China (2022YFB4401300), National Natural Science Foundations of China (62474129, 62304165); Natural Science Foundation of Liaoning Province-Joint Open Fund of State Key Laboratory of Robotics (2022-KF-22-03); Industry-University-Academy Cooperation Program of Xidian University-Chongqing IC Innovation Research Institute (CQIRI-2021CXY-Z03); Xidian University Specially Funded Project for Interdisciplinary Exploration (TZJH2024010); China Postdoctoral Science Foundation (2023M732745), National Funded Postdoctoral Program of China (GZC20232024), Shaanxi Province Postdoctoral Scientific Research Project Grant (30102230001) and China Postdoctoral Science Foundation Special Funding (2024T170691).
Author information
Authors and Affiliations
Contributions
Author Contributions: Conceptualization, J.Z., Z.L. and C.F.; methodology, J.Z., Z.L. and C.F.; software, J.Z., J.H., D.C., K.C. and C.L.; validation, J.Z., J.H. and D.C.; formal analysis, J.Z., J.H. and D.C.; investigation, J.Z. and K.C.; resources, C.F., Z.L., Z.Z., W.Q. and Y.Y.; data curation, J.Z., D.C. and C.F.; writing—original draft preparation, J.Z.; writing—review and editing, C.F., Z.L. and C.L.; visualization, J.Z., J.H., and D.C.; supervision, C.F., Z.L., and C.L.; project administration, Z.Z. and W.Q.; funding acquisition, C.F., Z.L., Z.Z., W.Q., D.C. and Y.Y.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhao, J., Hao, J., Chen, D. et al. Self-focusing high-frequency ultrasonic transducers for non-destructive testing applications. Sci Rep 15, 8845 (2025). https://doi.org/10.1038/s41598-025-93195-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-025-93195-y
