
Abstract
To investigate the process method to inhibit the cracking of the laser cladding layer, based on the concept of synchronized micro-forging, this paper applies a self-developed laser cladding synchronized rolling auxiliary device to prepare Ni60-WC cladding layer by laser cladding on the surface of Q235 steel substrate. An optical microscope, scanning electron microscope, Vickers microhardness tester, X-ray diffractometer, friction and wear tester, and three-dimensional optical profilometer were used to observe, test, and analyze the macroscopic morphology, microstructure, physical phase composition, microhardness and wear-resistant properties of the fused cladding layer. This paper focuses on comparing the observation of cracking defects with and without the application of a synchronized rolling-assisted device to prepare the cladding layer and analyzes the reasons for the different results. The results show that: the synchronized rolling auxiliary process can effectively inhibit the generation of cracks, synchronized roller in the synchronized rolling device, under the action of high laser power, produces the effect of a secondary heat source, which has the effect of heating and heat preservation on the fusion cladding layer, reduces the temperature gradient of the fusion cladding layer when it is cooled, and the accumulation of thermal stress is reduced. In the synchronized rolling process, the molten cladding layer is in the dynamic response to the recrystallization stage, the growth time of the grain is relatively longer, the grain size increases slightly, the hardness decreases slightly, but the plasticity and toughness increases, the amount of wear is reduced, and the wear resistance is improved.
Similar content being viewed by others

Introduction
So far, there are many methods for surface strengthening of metallic materials, such as spraying1,2, surface carburizing strengthening3,4, plasma nitriding strengthening5,6, surface plating7, and laser cladding8. Laser cladding technology has developed rapidly in recent years. Laser cladding technology8,9,10,11 refers to the surface cladding technology in which a specific cladding material is placed on the surface of the coated substrate with different filler materials, and the thin layer of the surface of the substrate is melted at the same time by laser irradiation, forming a surface cladding technology with a low degree of dilution and metallurgical bonding with the substrate material after rapid solidification. The filling method is usually divided into the pre-coating method, synchronous powder feeding method, and synchronous wire feeding method. Among them, the commonly used synchronous powder feeding method is: the metal powder is supplied to the surface of the substrate material along with the protective gas flow, and the powder reaches the surface area of the substrate material to be irradiated by the laser, melting, forming a molten pool, and then forming a fusion cladding layer after rapid solidification, thus achieving the purpose of surface enhancement of the substrate12.
Q235 (A283GRC) steel, as the most commonly used low carbon structural steel, has excellent comprehensive properties such as high strength, good toughness, good weldability, low carbon content, high economy, etc., and is widely used in the fields of architectural and engineering structures, automobile industry, machinery manufacturing, chemical industry, etc13,14,15. However, its application is greatly limited because it exhibits relatively weak wear resistance16,17. Nickel-based alloy powders are commonly used as powder materials for laser cladding technology because of their comprehensive properties such as good wettability, oxidation resistance, and self-solubility, as well as their moderate price18,19,20. However, their wear resistance is not enough to maintain their long-time continuous operation under severe working conditions, so they need to be strengthened by adding appropriate amounts of hard reinforcing phases, and the common hard reinforcing phase particles are WC, SiC, TiC, TiN, etc21,22,23,24. Among them, WC is characterized by high strength, high melting point, low coefficient of thermal expansion, and good wettability with metallic materials under high-temperature conditions, which makes it an ideal material for coating performance enhancement21,25. The metal-ceramic composite coatings were prepared by adding an appropriate amount of WC to the nickel-based powder, which effectively combined the strong toughness of the metal as well as the excellent wear and corrosion resistance of the ceramic material26,27.
The hardness and wear resistance of nickel-based tungsten carbide metal matrix ceramic composites are directly related to the content of WC, and laser cladding belongs to the process of local extreme heat quenching, and the increase of the content of WC can easily lead to cracks in the cladding layer. The cracking defect of the cladding layer is an important factor restricting the development of this technology. To inhibit the production of cracks in the cladding layer, scholars have studied a variety of auxiliary techniques to improve the overall quality of the laser cladding layer. Common external field (force) assisted by ultrasonic vibration, electromagnetic field-assisted, laser impact, and high-frequency microforging, of which laser impact and high-frequency microforging belong to the post-treatment methods28,29,30,31. Zhuang et al.28 studied the effect of ultrasonic vibration on the organization and properties of laser melting and cladding 316L stainless steel molten cladding layer, and the results show that ultrasonic vibration of different amplitudes can play a role in homogenizing the organization, refining the grains, The results showed that ultrasonic vibration with different amplitudes can play the role of homogenizing the organization, refining the grain, reducing cracks and holes. Qi et al.29 prepared a Co–Fe–Cr–B–C alloy fusion cladding layer on a 42CrMo alloy substrate under the action of the additional magnetic field. Under the effect of magnetostriction in the process of fusion cladding, the difference in the coefficient of thermal expansion and modulus of elasticity between the fusion cladding layer and the substrate became smaller, and the susceptibility of the fusion cladding layer to cracking was reduced. Cao et al.30 used aluminum foil as an absorbing layer, deionized water as a restraining layer, and aluminum foil as a restraining layer, and investigated the effect of laser impact on the cladding of E690 high-strength steel, and the results showed that after laser impact, the organization of the cladding layer was equiaxial crystal, which reduced the stress concentration and the susceptibility to cracking. Yu et al.31 applied CO2 laser to melt and clad 304 stainless steel on 45# steel, and ultrasonic micro-forging treatment was carried out after the completion of the melting, which effectively reduced the number of cracks in the cladding, and to a certain extent, the cracks in the clad layer were also reduced, which was also a good solution for the cracks. The number of cracks in the cladding layer was effectively reduced, and the mechanical properties of the cladding layer, such as tensile strength, were improved to a certain extent. However, in the laser cladding process, the cladding layer has been cracked in a short period due to stress concentration, and if the temperature of the cladding layer is too high in the subsequent micro-forging process, cracks will be triggered due to forging, and if the temperature of the cladding layer is too low, the stress field generated by forging will not be able to effectively offset the residual stresses in the cladding layer.
The above scholars have researched external field (force) assisted crack elimination in the fusion cladding layer, which is one of the main disadvantages of ultrasonic vibration, electromagnetic field assisted is that the energy source is far away from the molten pool, and the energy attenuation is large. Laser impact and high-frequency micro-forging belong to the post-processing methods, the main disadvantage is that they can not be synchronized with the laser cladding, belong to the secondary process, the economic cost is higher, and can not solve the defects existing in the cladding layer (porosity, cracks, etc.). Analyzing the above external field (force) assisted research on the elimination of cracks in the cladding, it can be seen that the above process is mainly to reduce the susceptibility to cracking of the cladding layer and reduce the residual stress to inhibit the production of cracks in the cladding process. Micro-forging is the use of a forging head to forge the surface of the metal to produce a large compressive plastic deformation of the surface layer of the metal, through the impact energy introduced by the high density of strain energy, so that the surface layer of the material to produce a beneficial compressive stress32,33.
This paper is based on the concept of micro forging, to inhibit cracks in the process of cladding, a unique synchronized rolling auxiliary process has been developed, where a pressure roller is installed in the red-hot zone at the edge of the molten pool (plastic deformation zone), and a certain loading force is applied to the roller, and the roller is synchronized with the rolling in the edge of the molten pool (plastic deformation zone) during cladding processing, the goal is to make the cladding layer cool down and the residual tensile stresses transform into The goal is to transform the residual tensile stresses into residual compressive stresses after cooling of the cladding layer, thus suppressing cracks. Comparative study of the performance of Ni60-WC cladding layer prepared with or without synchronized rolling assisted process, to explore the effect of synchronized rolling assisted process on the Ni60-WC surface cladding layer cracks, macro-morphology, microstructure, micro-hardness and wear resistance, to reveal the synchronized rolling assisted process on the inhibition of cracks in the cladding layer, as well as on the overall performance of the Ni60-WC laser cladding layer. The purpose is to reveal the influence of the synchronized rolling assisted process on the suppression of cracks in the fusion cladding layer and the overall properties of Ni60-WC laser cladding.
Experimental procedures
Experimental materials
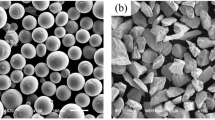
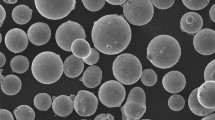
Q235 steel was selected as the substrate material for this experiment. The size of the specimen was 100 mm × 100 mm × 20 mm (L × W × H), and before the experiment, the surface of Q235 steel was ground flat by a surface grinder model M7130G, and then the substrate was polished by 320 mesh metallographic sandpaper, the grease was removed by acetone, and the surface was cleaned by anhydrous ethanol. The cladding material was Ni60 alloy powder with an average particle size range of 45um-150um and cast tungsten carbide powder with an average particle size range of 53um-150um produced by Zigong Changcheng Wall Surface Engineering Technology Co. According to the mass ratio of 1:4, Ni60-WC powder containing 25% WC mass fraction was made, and the Ni60-WC powder was mixed and stirred for 2 h by a three-dimensional homogenizer model JXHY-2L produced by Shanghai Jingxin Industrial Development Co. After mixing and stirring, to remove the moisture and other volatile components in the Ni60-WC powder, the Ni60-WC powder was placed in the model DZF-6050 tabletop vacuum drying oven and dried under vacuum at 100 °C for 2 h. The microscopic morphology of Ni60 alloy powder is shown in Fig. 1a, which contains a small amount of satellite powder on the surface of the powder particles and has good sphericity, while the microscopic morphology of WC powder is shown in Fig. 1b, which is in the form of irregular gravel. The main chemical element compositions of Ni60 alloy powder and WC powder are shown in Table 1.

(a) Morphology of Ni60 powder in the microcosmic state (b) Morphology of WC powder in the microcosmic state.
Experimental equipment and methods
The experimental application of processing equipment for synchronous powder feeding laser cladding system, the system mainly consists of: Wuhan Ruike Fiber Laser Technology Co., Ltd. developed model RFT-C3000 fiber laser, Bronte company produced model BRTIRUS0805A six degrees of freedom industrial robots, the subject of self-developed synchronous rolling auxiliary device, CW3000 chiller, DF-400 double-cylinder powder feeder, argon gas bottle and other auxiliary devices and related equipment. The maximum laser output power of the system is 3000 W; the laser wavelength range is 900–1200 nm; the defocusing amount is set to 15 mm, and under this defocusing amount, a circular spot with a diameter of 4 mm is formed.
Based on absorbing the research results of the previous researchers, this paper proposes the concept of synchronized rolling auxiliary devices based on the theory of micro-forging and pressing. The advantages of this device are, firstly, synchronized with the laser cladding process, avoiding the secondary process, and secondly, the pressure roller is set at the edge of the molten pool, and the roll pressure is carried out when the cladding layer is in a red-hot state, so that the top of the cladding layer produces plastic deformation, which can effectively inhibit the appearance of porosity and cracks, and it can have an effect on the residual stress of the cladding layer and the microstructure. The synchronized rolling auxiliary device sketch is shown in Fig. 2.

(a) Physical diagram of the device (b) Laser cladding system.
In this paper, the self-developed synchronized rolling auxiliary device includes a pressure roller, pressure roller shaft, connecting frame, loading frame, weights, horizontal guide rail, and vertical guide rail. The horizontal guides are fixed to the laser cladding head for synchronized movement. The vertical guide rail can move along the horizontal guide rail, and the connection frame is fixed on the vertical guide rail and can move up and down with the vertical guide rail. One end of the connecting frame is installed with a pressure roller shaft, a pressure roller is installed on the pressure roller shaft, and the other end is installed with a loading frame, on which weights are placed to control the size of the loading force on the pressure roller. Move the horizontal and vertical guide rail to adjust the position of the pressure roller, that is, adjust the pressure roller from the center of the melt pool, after the position is determined, lock the relative position of the vertical guide rail and the horizontal guide rail, so that the pressure roller is locked horizontally and can move freely in the vertical direction. The vertical guide ensures that the direction of the loading force is vertically downward. When no weights are loaded, the force exerted by the pressure roller on the cladding layer is 1 kg in total for the connection frame, the weight frame, the pressure roller shaft, and itself, and weights are loaded on the weight frame according to the experimental requirements. The synchronized pressure roller is a hollow cylinder with an inner diameter of Ø3mm, an outer diameter of Ø6mm, and a length of 4 mm, made of tungsten carbide material. The horizontal distance between the center of the pressure roller and the center of the melt pool is 6 mm.
Process parameters and experimental plan for specimen preparation
A synchronized roll pressing device is constructed by applying micro-forging theory, and the loading force is one of the important parameters. Therefore, this paper compares and analyzes the effect of suppressing cracks in the cladding layer when different loading forces are applied to the press rolls under the same conditions as other parameters. In the process of cladding, the pressure roller rolls in the red-hot zone at the edge of the melt pool to produce plastic deformation (the red-hot zone is called the plastic deformation zone in this paper), due to the limitations of the design size of the pressure roller and the experimental conditions, it is necessary to have a sufficiently large plastic deformation zone to obtain the desired rolling effect and increase the plastic deformation zone to increase the size of the melt pool, which also means that the increase in laser power, the increase of the laser power, at the same time, the melted layer of The laser power increases at the same time, the dilution rate of the cladding layer increases, the dilution rate increases will affect the performance of the cladding layer. After several tests, in the simultaneous consideration of the dilution rate and the rolling effect of the basis, this paper chose 2400W as the laser power parameters, but also to obtain a larger dilution rate. The rolling effect produced by different loading forces also affects the dilution rate, so this paper explores and analyzes this to seek the appropriate loading force parameters. After the processing parameters are determined, to investigate the mechanical properties of the cladding layer, this paper compares and characterizes the microstructure, metallographic composition, microhardness, and wear resistance of the cladding layer prepared with or without the synchronous rolling auxiliary device, and finally summarizes and analyzes the mechanism of the synchronous rolling auxiliary device to inhibit cracking of the cladding layer and change the properties of the cladding layer.
Through the research of scholars, it is found that the WC mass fraction in the nickel-based fused cladding layer is not more than 15%, and the fused cladding layer generally does not show cracks34. In this paper, to verify the effect of the synchronized rolling assist device to inhibit the cracking of the fused cladding layer, the content of WC was increased, and the Ni60-WC composite coating was prepared by laser melting with or without the synchronized rolling assist device, respectively, and the high content of WC leads to an increase in the number of cracks, but also improves the wear resistance of the fused cladding layer. The process parameters used in this paper are: power 2400 W (3000*80%), scanning speed 2.5 mm/s, powder feed 2.78 g/min, defocus set to 15 mm, at which defocus, a circular spot with a diameter of 4 mm is formed. Based on the weight of the device itself is 1 kg, the weight of the applied pressure weights is 1 kg, 3 kg, and 5 kg, respectively, and the total value of the loading force applied on the pressure roller is 2 kg, 4 kg, and 6 kg. 99.99% argon gas is applied as the powder carrier gas the flow parameters are 4 L/min and as the protective gas, the flow parameters are 5N L/min. the cladding layer from air oxidation, and to prevent the protective lens of the laser processing device from being polluted by dust.
To observe and test the microstructure, microhardness, XRD, and abrasion resistance of Ni60-WC cladding layer with or without synchronized rolling assisted process, four groups of specimens were prepared in this paper, the unassisted laser cladding specimens are represented by N, and the laser cladding specimens with synchronized rolling assisted process are represented by R. The number after R is the value of the loading force exerted on the rollers, and the value on the right side of the right-most side is the number, and each group of specimens contains four specimens. Each group of specimens contains four specimens, and the number and purpose of each specimen are shown in Table 2.
Preparation of experimental specimens
After the Ni60-WC cladding layer was prepared, the macroscopic morphology of the fused cladding layer was observed, and the surface cracks were detected by using a coloring penetrant. First of all, the fused cladding layer surface dirt (oxide, rust, grease, etc.) is clean, penetrant fully wet, and penetration time of 5–15 min, the penetrant cleaned fused cladding layer surface is uniformly sprayed with developer, after the development of the fused cladding layer on the surface of the crack-free defects on the whole to white, and crack defects such as dark red presented on the surface of the fused cladding layer. To observe the cross-sectional morphology and microstructure of the cladding layer, the specimens with a length and width of 10 mm × 10 mm were cut along the direction perpendicular to the laser scanning with an EDM CNC wire-cutting machine model DK7735. A metallographic specimen mounting machine model XQ-2BØ30 was used for mounting the specimens, and the specimens were ground and polished by an automatic metallographic specimen grinding and polishing machine model MoPao®2S, and cleaned by an ultrasonic cleaner and anhydrous ethanol. The metallographic etching agent is aqua regia (a mixture of concentrated hydrochloric acid (HCl) and concentrated nitric acid (HNO₃) in the ratio of 3:1 by volume) used for fluid corrode of the specimens2S. The macroscopic morphology of the cross-section of the fused cladding layer was observed and measured by applying a video measuring instrument modeled as JVP400 produced by Guiyang Xintian Optoelectronics Technology Co.JSM-66510LA scanning electron microscope was used to observe the microstructure of different areas of the cross-section of the fused cladding and to characterize the distribution of chemical elements in specific areas of the fused cladding. The hardness of the fused cladding and the substrate was measured by an automatic turret micro-Vickers hardness tester, model THV-2MD, from the top to the substrate along the centerline of the cross-section of the fused cladding layer under a load of 0.025 kg with a holding time of 10 s and a spacing of 100 μm between adjacent measurement points.
To investigate the metallographic composition and residual stresses of the fusion-coated layers with and without synchronized rolling and under different loading force conditions. In this paper, XRD analysis of the composite coatings with and without synchronized rolling and different loading forces was carried out. With the fused cladding layer as the center area, a rectangular block of 5 mm*5 mm*5 mm was cut by applying a wire cutter, electrochemically polished the surface of the fused cladding layer, and cleaned with anhydrous ethanol to try to ensure that the residual stresses of the fused cladding layer are not affected. The test was carried out using a Rigaku D/max2500VPC X-ray diffractometer with an operating voltage of 40kv, an operating current of 100 mA, a scanning range from 20° to 100°, a scanning speed of 2°/min, a scanning step size of 0.02° and a scanning time of 40 min.
To explore the wear resistance of different specimens, the application of Bruker’s model UNMT-1 type friction and wear testing machine for wear experiments, Wear by reciprocating dry wear in the form of a ball-and-disc at room temperature, the use of a diameter of 6.35 mm spherical pair of grinding vice, the material for the GCR15, the fusion layer of wear specimens for the length of 10 mm, the width of the 5 mm. Figure 3 shows the schematic diagram of the friction wear tester. First of all, the worn specimen is leveled and processed by the surface grinder, and then the surface of the specimen is polished with 320 mesh metallographic sandpaper, and the sample is polished by a metallographic specimen polishing machine. The parameters of the wear test were: load 25 N, frequency 2 Hz, room temperature 24 °C, wear time 20 min, and wear length 6 mm, after the wear test, the wear mark morphology of the specimen was measured and analyzed by the ZYGO-ZeGageProa three-dimensional optical profilometer.

Schematic diagram of reciprocating wear experiment.
Results and discussion
Morphology and microstructure of fused cladding layer
Surface and cross-sectional morphology of the cladding layer
To investigate the effect on the cracking of the fused cladding layer with or without the synchronized rolling assisted process and under different loading force conditions, laser fused cladding layers were prepared with loading forces of 0 KG, 2 KG, 4 KG, and 6 KG, respectively. Figure 4 illustrates the number of cracks, surface morphology, and top 3D surface profile of the fused cladding layers under different loading forces. The middle part of Fig. 4a, b, c, and d shows the number of cracks, surface morphology, and magnified view of the morphology of the fused cladding layer at 0 KG, 2 KG, 4 KG, and 6 KG, respectively. To avoid experimental chance, four consecutive passes of the fused cladding layer were prepared. The right side of Fig. 4a shows that the fused cladding layers prepared without synchronized rolling assisted process under the same process parameters, and it is observed that three of the four fused cladding layers produce cracks by crack detection. Figure 4b, c, and d The fused cladding layers prepared by the synchronized rolling assisted process have relatively flat and continuous surfaces, and no defects such as cracks and porosity are found. The external part of Fig. 4 shows the top three-dimensional surface profiles of 0 KG, 2 KG, 4 KG, and 6 KG specimens, respectively. Observation of the top 3D surface contours on the left side of Fig. 4a shows that under the unassisted process of fusion cladding, the 3D contour lines show that the top is a standard circular arc, and the top 3D contour lines on the left side of Fig. 4b, c, and d show that the top top top profile of the fusion cladding layer prepared by synchronized rolling-assisted process shows relatively flat indentation, which is referred to as the flat region in this paper, and with the increase of the loading force, the 3D As the loading force increases, the three-dimensional contour lines show a flattening trend and the area of the flat region expands.

Macroscopic morphology and top 3D surface profile of Ni60-WC fused cladding layer with and without synchronized rolling assisted process and under different loading force conditions. (a) loading force 0 KG (no auxiliary process); (b) loading force 2 KG; (c) loading force 4 KG; (d) loading force 6 KG.
Synchronized rolling assisted process is prepared under high laser power parameters, and the distribution of its laser heat source temperature is equivalent to Gaussian heat source distribution, with heat concentrated in the middle of the spot and dispersed around it, forming a layout trend of high temperature in the middle and low temperature around it. Under the radiation of high laser power, the molten pool is in the state of complete liquefaction, and the temperature of the molten pool is high. Due to the synchronized rolling of the synchronized pressure roller at the edge of the molten pool, the temperature transfer and heat radiation between the metals cause the synchronized pressure roller to heat up rapidly, and it will keep high temperatures in the melting and coating process. Therefore, the pressure roller in the rolling at the same time plays a heating effect on the plastic deformation zone, this paper considers that the heating effect of synchronous pressure roller is the second heating of the molten layer, this effect is referred to as the secondary heat source effect. Due to the existence of the secondary heat source effect, in the process of cladding, it will lead to a reduction in the degree of supercooling in the plastic deformation zone, the temperature gradient becomes smaller, and the accumulation of thermal stresses is reduced35, so there is a positive effect on the inhibition of crack generation. In the process of synchronized pressure roller rolling, pressure is applied to the plastic deformation zone, which is prone to plastic deformation due to the high temperature red hot zone with good plasticity and toughness. The size of the plastic strain is directly related to the pressure exerted by the pressure roller on the fused cladding layer, i.e., the greater the loading force on the pressure roller, the more pronounced the effect on the top morphology of the fused cladding layer, which produces greater plastic deformation.
Because the plastic deformation produced by the rollers is a squeezing effect, there must be residual compressive stresses on the top of the fused cladding after plastic deformation. This is opposite to the residual tensile stress, which is the main factor leading to cracks in the fused cladding layer. The fused cladding layer will remain contracted internally under the action of the residual compressive stress, which means that the effect of crack inhibition is achieved.
In this paper, to give full play to the performance of the synchronized rolling device and inhibit crack growth, a higher laser power of 2400w (3000*80%) is used, so the dilution rate of the melted cladding layer rises. At the same time, different loading forces also have some effects on the dilution rate of the melted cladding layer, to explore this issue, this paper observes and measures the cross-section morphology and dimensions of the laser-melted cladding layer with the loading forces of 0 KG, 2 KG, 4 KG, and 6 KG, respectively. Figure 5a, b, c, and d show the cross-sectional morphology of the fused cladding layers prepared at 0 KG, 2 KG, 4 KG, and 6 KG loading forces, respectively. It is observed that there are bright bonding lines between the fused cladding layer and the substrate under different loading forces, and no pores and cracks are seen, indicating the formation of good metallurgical bonding, and a small number of WC particles are found to be randomly distributed in different parts of the fused cladding layer. Obvious flat areas appear at the top of Fig. 5b, c and d.

Schematic diagrams of cross-sectional macroscopic morphology of Ni60-WC fused cladding layer with and without synchronized rolling assisted process and with different applied forces. (a) loading force 0 KG (no auxiliary process); (b) loading force 2 KG; (c) loading force 4 KG; (d) loading force 6 KG.
From the data in Fig. 6, it can be seen that the cross-sectional height of the fused cladding layer under the unassisted process is 2.794 mm, and the cross-sectional heights of the fused cladding layer are 2.238 mm, 2.459 mm, and 2.268 mm for the loading force of 2 KG, 4 KG, and 6 KG, respectively. The cross-sectional width of the fused cladding layer was 5.039 mm for the unassisted process and 5.186 mm, 5.198 mm, and 5.274 mm for the loading force of 2 KG, 4 KG, and 6 KG, respectively. When the loading force is different and the other process parameters are the same, the comparison of the height and width of the fused cladding layer in Fig. 6 shows that the pressure of synchronized pressure rollers on the molten pool makes the overall shape of the fused cladding layer to be changed. Comparing the shape of the whole solidified molten pool, it seems that a rounded rugby ball has been flattened into a straight shuttle shape on the top. The height of the heat-affected zone of the fused cladding layer was 0.936 mm under the unassisted process, and the height of the heat-affected zone of the fused cladding layer was 1.086 mm, 1.028 mm, and 1.055 mm for loading force of 2 KG, 4 KG, and 6 KG, respectively. Synchronized rolling auxiliary device for the preparation of the cladding layer, synchronized pressure roller is equivalent to the role of the secondary heat source, the cladding layer is heated and insulated, while the synchronized pressure roller on the cladding layer to exert pressure, that is, the pressure roller on the cladding layer of the plastic deformation zone to do the work, the input energy will make the cladding layer to produce the strain effect, accompanied by the generation of the strain effect, and at the same time, will also produce a portion of the heat, which will be in the cladding layer diffusion, leading to The plastic deformation zone temperature will have a certain increase, the temperature increase will lead to a decrease in the temperature gradient, the plastic deformation region of the material has more time to reply and recrystallization, grain growth time is prolonged. The secondary heat source also plays a heat preservation effect on the middle and lower regions of the fusion cladding layer, which in turn increases the heat-affected zone at the bottom of the fusion cladding layer. Pressure roller work on the plastic deformation zone, increasing the heat of the region, the formation of heating and insulation effect on the cladding layer, also collectively referred to in this paper as the secondary heat source effect.

Melt pool width, depth, and height of the cladding layer for different loading forces, depth of heat affected zone, and dilution rate.
Dilution rate refers to the extent to which the fused cladding material is diluted by the substrate material and is expressed as a percentage of the volume of the substrate in the fused cladding. It can be calculated geometrically by measuring the cross-sectional area of the coating: dilution rate = area of the fused substrate/(area of the fused cladding on top of the substrate + area of the fused substrate) \(\times\) 100%. The dilution rate can be calculated by Eq. (1) 36, which is calculated from the data in Fig. 5 by the software to get the value of the area, which is brought into Eq. (1) to calculate the dilution rate under different loading forces in Fig. 6.
where η is the dilution rate, Smelt is the area of the molten substrate, and Sclad is the area of the molten cladding on top of the substrate. The unit of area is mm2.
Substituting the data in Fig. 5 into Eq. (1) to obtain the dilution rate values, the dilution rate of the fused cladding layer under the unassisted process is 59.16%, and the dilution rate of the fused cladding layer at a loading force of 2 kg is 65.13%. At a loading force of 4 kg, the dilution rate of the fused cladding layer is 64.75%. At a loading force of 6 kg, the dilution rate of the fused clad layer is 62.79%. A comparison of the data shows that under the same processing parameters, the synchronized roll-assisted process increases the dilution rate of the fused cladding layer and the dilution rate is lower with the increase of loading force. Due to the squeezing effect of synchronized pressure rollers on the cladding layer, the cross-sectional morphology of the cladding layer increases in width and decreases in height. The effect of the secondary heat source increases the temperature of the fused cladding layer, leading to an increase in the area where the substrate is molten. As the loading force increases, the pressure of the synchronized rollers on the cladding layer increases, increasing strain, and the effect of the secondary heat source increases, resulting in a further increase in the width of the cladding layer, i.e., an increase in the area of matrix melting, and therefore an increase in the dilution rate.
Microstructure of fused cladding layer
The macroscopic morphology analysis of the fused cladding layer with and without synchronized rolling assistance process shows that the plastic deformation of the top of the fused cladding layer is the largest when the applied force is 6 kg. In the following, the effect of simultaneous rolling on the microstructure of the fused cladding layer without a simultaneous rolling-assisted process and with an applied force of 6 kg is discussed. In Fig. 7a, c, and e show the microstructures of the top, middle, and bottom regions of the fused cladding layer of specimen N2, respectively. Figure 7b, d, and f show the microstructures of the top, middle, and bottom regions of the R6-2 cladding layer of the specimen, respectively. Comparative analysis of Fig. 7a and b show that the top of the fused cladding layer of the unassisted process consists of smaller dendritic crystals and a small number of cytosolic crystals. Under the high laser power state, the laser heat source is equivalent to the Gaussian heat source distribution, and the top of the fused cladding layer receives more laser energy and has a relatively high temperature, while the surrounding temperature is lower, and the gas medium on the outside of the fused cladding layer can effectively dissipate the heat so that the region cools faster, thus forming a larger temperature gradient, a shorter growth time of the crystals, and a high nucleation rate. After the incorporation of the synchronized rolling-assisted process, the emergence of lamellar or fibrous grains should be observed due to the significant plastic deformation produced at the top. However, the figure shows that the top consists of relatively large dendritic crystals. Synchronized pressure roller rolling on the fusion cladding layer, so that the region produced a strain effect, red-hot austenite grains by the extrusion and plastic deformation, the region of the internal dislocation density continues to increase, dislocations in the movement of the increasing number of obstacles to the movement of the resistance to movement increase, increasing the resistance to deformation, resulting in the production of work hardening, called the hardening effect. Due to the secondary heat source effect of the pressure roller, in the production of work hardening at the same time, the temperature of the region will be increased, and the grains in the extrusion deformation, in the high-temperature state, will be a return, recrystallization and grain growth stage, so that the strength of the region to reduce the toughness increased, called softening effect. Hardening and softening are carried out at the same time, and the region produces a dynamic reply and recrystallization effect. Due to the high temperature in the plastic deformation region, the grain growth stage is entered after the pressure roller action, and the high temperature makes the grain growth relatively long, so relatively large dendrites are observed at the top of the molten cladding layer compared to the molten cladding layer without synchronized pressure roller action.

SEM microstructure of Ni60-WC fused cladding layer under 6 KG applied force by unassisted process and synchronized rolling assisted process. (a): N2 top region; (c): N2 middle region; (e): N2 bottom region; (b): R6-2 top region; (d): R6-2 middle region; (f): R6-2 bottom region.
Comparative analysis of Fig. 7c and d show that dendritic crystals and a small amount of cytosolic crystals with nearly the same grain size appear in both figures. The heat dissipation in the middle of the molten cladding layer is slower compared to the top and bottom, and the temperature gradient is relatively small. After the introduction of the synchronized rolling assisted process, the increase in secondary heat source generation and insulation effect, the heat transfer to the middle of the layer is less compared to the top. Plastic deformation occurs only at the top of the cladding, so it has little effect on the nucleation and crystallization of the grains in the middle of the cladding.
Comparative analysis of Fig. 7e and f shows that typical planar crystal regions are found in the bonding line between the matrix and the molten cladding, with finer grain boundaries and larger columnar crystals appearing at the bottom of the molten cladding. Since the bottom of the melt pool connects the substrate part, the heat dissipation rate increases significantly and the grains grow rapidly along the direction perpendicular to the bonding line. With the introduction of the synchronized rolling assisted process, the effect of the increased temperature from the secondary heat source of the synchronized pressure rollers is transferred all around, but due to the relatively long distance, less heat is transferred to the bottom. Due to the larger laser power, makes the heat-affected area of the fusion cladding layer larger, which plays a certain insulation effect on the bottom of the fusion cladding layer, reduces the temperature gradient, and the grains have a relatively long time to grow.
XRD and EDS
To investigate the differences in the metallographic composition and residual stresses of the fused cladding layers under different processing parameters, X-ray diffraction experiments were carried out in this paper on the fused cladding layers prepared under different loading forces. Figure 8 shows the XRD patterns of Ni60-WC coatings under unassisted and synchronized rolling-assisted processes. As can be seen from Fig. 8, the phase of Ni60-WC coating under a synchronized tumbling-assisted process is mainly composed of FeNi3, Ni3C, WC, and W2C. During the laser melting process, the ceramic particles WC have the characteristic of a high melting point, most of the WC particles remain in the melt pool, and a small number of WC particles are partially dissolved under the high laser power. After the dissolution of the WC particles, the C and W elements are free around the WC, which reacts with the other elements in the melt pool to generate new ceramic phases such as WC and W2C. Under the action of high laser power, due to the large dilution rate, a large number of Fe elements in the matrix are dissolved, precipitated, and dispersed inside the molten pool, and react with Ni elements in the molten pool to form Ni3Fe phases and so on.

X-ray diffraction patterns under different applied forces for unassisted process and synchronized rolling assisted process.
The four curves from bottom to top in Fig. 8 show the X-ray diffraction patterns at 0 kg, 2 kg, 4 kg, and 6 kg applied force, respectively. Observation of the highest peaks at different loading forces shows that the main metallographic (Ni3Fe) diffraction peaks become narrower and higher for the synchronized tumbling-assisted process relative to the unassisted process. Under the highest peak, the average grain size of the samples can be calculated according to the Scherrer and Wilson equation37. The full width at half peak (FWHM) of the XRD diffraction peaks was calculated from Eq. 2:
where βg (2 θ) is the FWHM of the diffraction peak, λ is the wavelength of X-ray radiation (0.9), D is the average grain size, and θ is the Bragg angle. According to Eq. 2, the FWHM values of 0 kg, 2 kg, 4 kg, and 6 kg were calculated to be 0.501, 0.465, 0.478, and 0.473, respectively. From the data, it can be seen that the FWHM of the unassisted process is larger than that of the synchronized rolling-assisted process, and the average grain sizes of 0 kg, 2 kg, 4 kg, and 6 kg were measured as 174, 248, 241 and 244, respectively, by Gaussian fitting analysis. The average grain size of the unassisted process is smaller than the average grain size of the synchronous rolling-assisted process, which indicates that in the synchronous rolling-assisted process, the grains have a sufficiently long time to grow, and the grain size of the unassisted process is smaller than that of the synchronous rolling-assisted process. This is consistent with the microstructure observations above.
To investigate the residual stresses in the fused cladding layers, the shifts of the diffraction peaks in the XRD plots were compared. As shown by the dotted line in Fig. 9, it is found that the diffraction peaks of the fused cladding layers prepared by the synchronized rolling-assisted process are shifted to a higher angle, which is around 1°, and the main diffraction peaks are shifted by approximately the same amount under different applied forces, which is considered that the diffraction peaks displacement is closely related to the residual stress according to the Bragg’s equation. The shift of the diffraction peaks to the right indicates that the diffraction angle increases, the crystal plane spacing decreases, and the microstrain increases, i.e., there are residual compressive stresses in the fused cladding layer.

EDS spectra of different regions under synchronized rolling assisted process.
In summary, by analyzing the X-ray diffraction patterns of the fused cladding layers prepared under different loading forces of the unassisted process and the synchronous rolling-assisted process, under the synchronous rolling-assisted process, the grains have a sufficiently long period to grow, which is by the effect of the secondary heat source of the synchronous rollers and the observation results of the microstructure, and the transformation of the residual tensile stresses to residual compressive stresses within the fused cladding layer effectively suppresses the generation of cracks in the fused cladding layer.
To further investigate the microstructure intracellular and grain boundary precipitation phases. Elemental energy spectrum analysis was carried out for the intracellular and grain boundary precipitated phases. Figure 9 shows the data obtained from the surface point scanning of elemental energy spectra of different parts of the microstructure of the fused cladding layer under the synchronous rolling-assisted process. The results show that the cell and grain boundary precipitated phases are mainly composed of Fe and Ni elements. Combined with the results of XRD calibration above, the solid solution with FeNi3 is the main phase inside the crystal cell. The content of Fe and Ni elements in the precipitated phase at the grain boundary decreases significantly, and the content of C and W elements increases significantly. Combined with the results of XRD calibration, it is presumed that the grain boundary precipitation phase contains WC and W2C, and carbides are present. The elemental composition ratio between intracellular and grain boundary precipitated phases increased more in Fe elemental content compared with the original powder. This also verifies the previous analysis of the dilution rate.
Microhardness
Figure 10 illustrates the microhardness distribution of different regions of Ni60-WC fused cladding layer under unassisted process, 2 KG, 4 KG, and 6 KG synchronized rolling assisted process. The results show that the average microhardness of N1 is 540.51 HV0.025, and the average microhardness of R2-1 is 463.99 HV0.025, which is 14.16% lower than that of N1. The average microhardness of R4-1 is 475.06 HV0.025, which is 12.11% lower than that of N1. The average microhardness of R6-1 is 498.04 HV0.025, which is 7.86% lower than that of N1. In the process of laser cladding, the grain size depends on the ratio of nucleation rate (\(\dot{N}\)) and growth rate (G), and the larger the \(\dot{N}\)/G, the finer the grains obtained38. The N1 specimen has an increase in ΔT due to the rapid heating and cooling effect of the laser heat source, which makes the \(\dot{N}\)/G increase, and the fine crystals obtained. The strengthening effect and solid solution effect increased the hardness value. As can be seen from the data in Fig. 10, the hardness values under the synchronized rolling-assisted process decreased slightly compared to unassisted process cladding, but the change in the data was small. Synchronous rolling assisted process front-end pressure roller part of the role equivalent to a secondary heat source, plays a heating and insulation effect, the temperature gradient is reduced, promotes the growth of grain, and further reduces the N ̇, resulting in a slight decrease in the hardness value, and the fusion cladding layer organization is in the stage of dynamic recovery and recrystallization, the hardness value decreased slightly, but the toughness has been improved.

Microhardness of (N1, R2-1, R4-1, R6-1).
Wear properties
The purpose of increasing the WC content is to increase the wear resistance of the cladding layer. After applying the synchronized rolling technique to inhibit the generation of cracks in the fused cladding layer, this paper discusses and analyzes the wear resistance of the prepared fused cladding layer under different processing parameters. To test the wear resistance of different specimens (N4, R2-4, R4-4, R6-4), this paper adopts the ball-and-disc reciprocating dry wear test method to measure the wear amount of different specimens under the same wear conditions and to measure and observe the wear morphology.
Due to the small amount of wear, the error of applying the traditional weighing method to calibrate the size of the wear is large. In this paper, a 3D contour scanner is applied to accurately map the 3D contour of the wear marks. In the typical position of the abrasion mark take four groups of data, calculate the area of the cross-section area of the abrasion mark, and then calculate the average area value of the four groups of data, theoretically applying the average area of the abrasion mark section multiplied by the length of the abrasion mark multiplied by the density of the material worn off to derive the amount of wear of the material. Since the length and density of the abrasion marks are the same, this paper applies the average area value of the abrasion mark cross-section to indicate the size of the abrasion amount. Figure 11a, b, c, and d show the cross-section profiles of N4, R2-4, R4-4, and R6-4, respectively, after the wear of the abrasion marks. In each figure, the four cross-section profiles are taken from four different regions of the same abrasion mark, and the areas of the four cross-section profiles are calculated, and then the tie values of the four cross-section areas are calculated, which are used to represent the abrasion of the different specimens in this paper.

Wear amount under different loading forces for unassisted and synchronized rolling-assisted processes. (a): wear amount of N4; (b): wear amount of R2-4; (c): wear amount of R4-4; (d): wear amount of R6-4.
From the data in the figure, it can be seen that the average area of the abrasion section of N4 is 4245.96 \({um}^{2}\), the average area of R2-4 is 3804.74 \({um}^{2}\), the abrasion of R2-4 is 10.39% lower than that of N4, the average area of abrasion section of R4-4 is 3640.09 \({um}^{2}\), the abrasion of R4-4 is 14.27% lower than that of N4, the average area of R6-4 is 3414.78 \({um}^{2}\), the abrasion of R6-4 is 19.58% lower than that of N4. The analysis of the above values shows that the wear resistance of the fused cladding layer prepared by the synchronized roller pressing technology has been greatly improved. The above data also indicate that the wear resistance of the fused cladding layer is gradually improved with the increase of the loading force of the synchronized rollers. Comparison with the microhardness value above shows that although the hardness of the fused cladding layer prepared by synchronized roller pressing technology has slightly decreased, there is a certain improvement in wear resistance. Combined with the observation and analysis of microstructure, this paper concludes that the dynamic recovery and recrystallization effect of the secondary heat source effect of a synchronous roll pressing on the grains of the cladding layer not only reduces the residual thermal stress of the cladding layer but also improves the plasticity and toughness of the cladding layer.
Figure 12 shows the three-dimensional morphology of wear marks of the fused cladding layers prepared by the unassisted process, synchronized rolling assisted process under 2 kg, 4 kg, and 6 kg loading force. Figure 12a, b, c, and d show the wear morphology of N4, R2-4, R4-4 and R6-4, respectively. Since the wear experiments were conducted in the form of ball-and-disk wear, the cross-sectional morphology of the wear marks is crescent-shaped.

3D morphology contours of dry sliding wear traces of Ni60-WC fused cladding under different loading forces in process-free and synchronized rolling-assisted processes. (a) N4; (b) R2-4; (c) R4-4; (d) R6-4.
As can be seen from the data in Fig. 12, N4 has an abrasion width of 5920.4um and an abrasion depth of 12.99um, R2-4 has an abrasion width of 533.49um and an abrasion depth of 12.63um, R4-4 has an abrasion width of 499.04um and an abrasion depth of 12.91um, and R6-4 has an abrasion width of 443.40um and an abrasion depth of 13.14um.
Comparing the above data, it can be seen that the depth of the abrasion marks is basically the same, but the width of the abrasion marks gradually becomes narrower with the increase of the loading force of the synchronous pressure roller. Comparing the furrows at the bottom of the abrasion marks, it can be seen that with the increase of the loading force of the synchronous pressure roller, the number of furrows becomes less, and the width and depth of the furrows also become narrower and shallower gradually. From the morphology of the abrasion marks, it can be seen that the abrasion form is dominated by abrasive wear, and no trace of adhesive wear is found. From the three-dimensional morphology analysis of the wear marks, it can be seen that the synchronized pressure roller can increase the abrasion resistance of the fused cladding layer, and the abrasion resistance is also increased with the increase of loading force.
Mechanism diagram of synchronized rolling assisted process
Figure 13 illustrates a schematic diagram of laser cladding under the synchronized rolling-assisted process. The diagram mainly includes the melt pool, austenite zone, plastic deformation zone, and cooling region. As shown in Fig. 13, under the radiation of the high-energy laser beam, the Ni60-WC alloy powder and part of the substrate melt at the same time, forming a high-temperature molten pool composed of completely liquid material. When the laser beam moved out of the region, the molten pool is rapidly cooled, the solid material is composed of columnar crystals grown from the edge of the molten pool perpendicular to the direction of the solid–liquid interface, and the solid material gradually grows towards the center of the original molten pool, with the laser beam away from the original, the original molten pool is gradually solidified, the formation of a solid melt cladding layer. The edge of the molten pool has just solidified in the region at high temperature, composed of a large number of austenitic organization, this paper refers to this region as the austenitic zone.

Schematic diagram of the synchronized rolling assistance process.
The red-hot austenitic region has good plastic deformation and ductility, so the synchronized pressure roller in the region to do roll pressure can get a better strain effect. In this paper, the synchronized pressure roller action produces plastic deformation of the austenite zone for plastic deformation zone. The synchronous pressure roller from the melt pool is very close, the completely liquefied state of the melt pool temperature is very high, synchronous pressure roller in the melt pool edge synchronous rolling, temperature transfer between the metal and radiation effect of synchronous pressure roller absorbed a large amount of heat, the temperature rises. A synchronized pressure roller in the plastic deformation zone to apply pressure will produce plastic deformation, equivalent to the pressure roller on the molten layer to do work, part of the energy to do work to make the molten layer produce strain, the other part of the energy will be converted into heat applied to the molten layer, so that the temperature of the region to rise. The pressure roller absorbs the heat transferred and radiated by the melt pool, the heat generated by the work done on the molten cladding layer is equivalent to the plastic deformation of the area imposed on the second heating and insulation, so this paper is called the secondary heat source effect.
The secondary heat source effect plays a heating and heat preservation role for the fusion cladding layer, so that the temperature gradient in the region is reduced compared with that in the absence of the pressure roller effect, and the accumulation of thermal stresses is also relatively reduced, which is beneficial to inhibit the generation of cracks.
In the process of synchronized pressure roller rolling plastic deformation zone, with the increase of the degree of deformation, the density of dislocations in the region is increasing, so that the dislocations in the movement of the mutual cross-cutting aggravated, resulting in fixed cut steps, dislocations entanglement and other obstacles to the dislocations, so that the resistance of the dislocations to movement increases, resulting in the deformation of the resistance to increase, and therefore improve the strength and toughness of the fusion cladding layer. At the same time plastic deformation, due to the secondary heat source effect of the pressure roller, there will be a dynamic recovery and recrystallization effect, which will reduce the strength and toughness increased due to the plastic deformation effect. Because the plastic deformation is completed in a very short time, in the process of dynamic recovery and recrystallization effect lasts for a short period, this paper believes that the secondary heat source effect can not eliminate the strength and toughness of the plastic deformation effect, and there will be a certain amount of residual compressive stresses after the fusion cladding layer is solidified, and the XRD analysis in the above paper corresponds to this point of view. By observing the microstructure of the fused cladding layer after the action of synchronous pressure rollers, it can be seen that the fused cladding layer does not appear fibrous grains, indicating that the effect of recrystallization is obvious, and the fibrous grains after plastic deformation rapidly complete the recrystallization process under the energy provided by the secondary heat source, and it grows up slightly when compared with the microstructure of the fused cladding layer at the same position without rolling. The secondary heat source effect of the plastic deformation zone produced by the recovery and recrystallization process also weakened the original solid solution strengthening effect, the secondary heat source effect reduced the original temperature gradient, so that the solute atoms in the cooling process have time to precipitate from the austenite, thus reducing the hardness of the fused cladding layer, which also explains the reason for the reduction of microhardness. Through the wear experiment can be seen, that although the synchronized pressure roller role after the fused cladding layer hardness decreased, the wear resistance instead increased, indicating that the role of the fused cladding layer after the strength and toughness increased.
Conclusion
In this paper, we investigated the mechanism of the synchronous rolling-assisted process to inhibit the crack generation of the Ni60-WC laser fusion cladding layer, calibrated the composition of the metallographic phase, observed the microstructure, and measured the microhardness and wear properties. The following conclusions were drawn:
-
(1)
Synchronized rolling auxiliary process of the plastic deformation of the fused cladding layer rolling, so that the top profile of the fused cladding layer from the arc to a plane, resulting in plastic deformation, so that the fused cladding layer should be the residual tensile stress into the residual compressive stress, and effectively inhibit the fused cladding layer cracks.
-
(2)
The pressure roller acts on the edge of the molten pool, the temperature transfer and radiation effect makes the pressure roller temperature rise, the pressure roller produces the effect of the secondary heat source, the plastic deformation zone plays the role of heating and heat preservation, the plastic deformation zone appeared in the dynamic recovery and recrystallization effect, reduces the original temperature gradient, the grains have a relatively long time to grow.
-
(3)
Dynamic recovery and recrystallization effect weakened the original solid solution strengthening effect, so that the microhardness of the cladding layer slightly decreased, but the strength and toughness of the cladding layer improved.
-
(4)
Under the same wear conditions, the wear amount of the synchronized rolling-assisted process is reduced relative to that of the no process, the depth of the abrasion mark is unchanged, and the width of the abrasion mark is reduced. The dynamic revertive recrystallization effect improves the strength and toughness of the fused cladding layer, and the fused cladding layer has stronger resistance to sliding dry friction, which reduces the amount of wear on the specimen.
-
(5)
The mechanism of the synchronized rolling assisted process to enhance the performance of the fused cladding layer: The synchronized rolling assisted process makes the residual stress of the fused cladding layer compressive stress, which effectively inhibits the generation of cracks. Synchronized rollers of the secondary heat source effect, so that the molten cladding layer obtains a smaller temperature gradient, and the accumulation of thermal stress is reduced, thereby inhibiting the generation of cracks. The secondary heat source effect makes the molten pool plastic deformation zone produce a dynamic recovery and recrystallization effect, the grain has enough time to grow, weakening the solid solution effect, and the hardness of the molten cladding layer is slightly reduced, but the strength and toughness is improved, and better wear performance is obtained.
Data availability
All data generated or analysed during this study are included in this published article.
References
Honglin, M. et al. Quality control of NiCr-Cr3C2-hBN@Ni coating on thin-walled GH4169 alloy surface prepared by plasma spraying. J. Alloy. Compd. 992, 174523. https://doi.org/10.1016/j.jallcom.2024.174523 (2024).
Yi, D. Development of a flame spraying coating–based fiber composite structure: A thermo-mechanical finite element study. J. Intell. Mater. Syst. Struct. 31, 1950–1958 (2020).
Jiang, Y., Li, Y., Jia, Y.-F., Zhang, X.-C. & Gong, J.-M. Gradient elastic-plastic properties of expanded austenite layer in 316L stainless steel. Acta Metall. Sin. (Engl. Lett.) 31, 831–841 (2018).
Hong, Y. et al. 20CrMnTi surface strengthening based on laser-assisted carburizing grinding. Mater. Charact. 208, 113631 (2024).
Lan, Y. et al. In-situ synthesis of dual-phase nitrides and multiple strengthening mechanisms in FeCoCrNiAl0.5 high entropy matrix composite coatings by laser cladding and plasma nitriding. J. Alloy. Compd. 990, 174400 (2024).
Morell-Pacheco, A., Kim, H., Wang, T., Shiau, C.-H., Balerio, R., Gabriel, A. & Shao, L. Ni coating on 316L stainless steel using cage plasma treatment: Feasibility and swelling studies. J. Nucl. Mater. 540 (2020).
Ruilin, Q. et al. Study on the influence of surface nickel plating on the microstructure and mechanical properties of WC-8Co/Inconel 718 brazed joints. J. Mater. Sci. 59, 6525–6536 (2024).
Yu, Q., Wang, C., Wang, D. & Min, X. Microstructure and properties of Ti–Zr congruent alloy fabricated by laser additive manufacturing. J. Alloy. Compd. 834 (2020).
Feng, M., Lin, T., Lian, G., Chen, C. & Huang, X. Effects of Nb content on the microstructure and properties of CoCrFeMnNiNbx high-entropy alloy coatings by laser cladding. J. Mater. Res. Technol. 28, 3835–3848 (2024).
Yanan, L. et al. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 66, 341–363 (2021).
Siddiqui, A. A. & Dubey, A. K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 134, 106619 (2021).
Yuan, W., Li, R., Chen, Z., Gu, J., & Tian, Y. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 126582 (2020).
Shuhan, Y. et al. FeCoNiCrAl;0.6;high-entropy alloy coating on Q235 steel fabricated by laser cladding. Mater. Sci. Technol. 39, 705–713 (2023).
Yuanwei, H., Yu, G., Li, T. & Hu, W. Improvement of microstructure and properties of Q235 steel by iron-based laser cladding coating. Adv. Mater. Sci. Eng. 2022 (2022).
Min, H. The study on the weldability of 1MnCrMoNi alloy steel and Q235 carbon steel. Key Eng. Mater. 6033, 71–76 (2020).
Zhaolei, S., Mingyuan, Z., Gaoqi, W., Xuefeng, Y. & Shouren, W. Wear and corrosion resistance analysis of FeCoNiTiAlx high-entropy alloy coatings prepared by laser cladding. Coatings 11, 155–155 (2021).
Wang, S., Shi, W., Cheng, C., Liang, F. & Li, K. Effect of process parameters on microstructure and properties of laser cladding Ni60+30%WC coating on Q235 steel. Materials 16 (2023).
Shaoxiang, Q., Yibo, D., Yuhang, G. & Yongkang, Z. Microstructure and wear resistance of multi-layer Ni-based alloy cladding coating on 316L SS under different laser power. Materials 14, 781–781 (2021).
Congcong, L., Zongde, L., Yuan, G., Xinyu, W. & Chao, Z. Effect of Cr content on corrosion resistance of Ni–xCr–Mo laser-cladding coatings under H2S-induced high-temperature corrosion atmosphere. Materials 15, 1885–1885 (2022).
Devojno, O. G., Feldshtein, E., Kardapolava, M. A. & Lutsko, N. I. On the formation features, microstructure and microhardness of single laser tracks formed by laser cladding of a NiCrBSi self-fluxing alloy. Opt. Lasers Eng. 106, 32–38 (2018).
Feng, M. Laser cladding of Ni60/WC composite coatings on Ti6Al4V alloy and its effect on microstructure and properties. J. Phys. Conf. Ser. 2720 (2024).
Jiayi, Z., Guofu, L., Mengya, C. & Jinmin, P. Performance and defect control method of Ni35A + SiC cladding layer in laser cladding. Prot. Met. Phys. Chem. Surf. 58, 779–790 (2022).
Jingdong, Z. et al. Formation mechanism and mechanical properties of TiC reinforced Inconel 718 composite coatings by laser cladding on H13 steel. Int. J. Adv. Manuf. Technol. 121, 3597–3611 (2022).
Jianxin, J., Xuming, P., Jianxin, Z., Bin, L. & Fulin, Z. Optical performance and corrosion resistance of TiN/Ni multiphase cermet by laser cladding. Opt. Laser Technol. 143 (2021).
Dariusz, B., Aneta, B. & Peter, J. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 136, 106784 (2021).
Jiangbin, C., Guofu, L., Tianxiang, L., Hua, L. & Yuan, W. Effects of the proportions of carbon on the microstructure and properties of NbC-reinforced Ni-WC composite coatings by laser cladding in-situ synthesis. Mater. Today Commun. 38, 107896 (2024).
Liuyong, W. et al. Laser cladding of electroplated Ni-WC on surface of TA2: Microstructure and mechanical properties. J. Alloy. Compd. 967 (2023).
Zhuang, D. D. et al. Effect and action mechanism of ultrasonic assistance on microstructure and mechanical performance of laser cladding 316L stainless steel coating. Surf. Coat. Technol. 433 (2022).
Kang, Q. et al. Effect of magnetic field on crack control of Co-based alloy laser cladding . Opt. Laser Technol. 141 (2021).
Yupeng, C. et al. Effect of laser shock on microstructure of the repair layer of E690 high strength steel by laser cladding. Acta Photonica Sin. 50 (2021).
Zhang, Y. et al. Influence of high-frequency micro-forging on microstructure and properties of 304 stainless steel fabricated by laser rapid prototyping. Steel Res. Int. 84, 870–877 (2013).
Chen, C. et al. Effect of ultrasonic high-frequency micro-forging on the wear resistance of a Fe-base alloy coating deposited by high-speed laser cladding process. Vacuum 221, 112934 (2024).
Ye, H. et al. Effects of combining ultrasonic micro-forging treatment with laser metal wire deposition on microstructural and mechanical properties in Ti–6Al–4V alloy. Mater. Charact. 162, 110187 (2020).
Guo, C. et al. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 206, 2064–2071 (2011).
Bian, Y. et al. Dynamic evolution behavior of cracks for single-track and multi-track clads in laser cladding. Int. J. Adv. Manuf. Technol. 130, 2313–2328 (2024).
Tian, H. et al. Finite-element simulation of melt pool geometry and dilution ratio during laser cladding. Appl. Phys. A 125, 1–9 (2019).
Li, W., Di, R., Yuan, R., Song, H. & Lei, J. Microstructure, wear resistance and electrochemical properties of spherical/non-spherical WC reinforced Inconel 625 superalloy by laser melting deposition. J. Manuf. Process. 74, 413–422 (2022).
Zhongqi, C. & Beixing, L. Principles of Metallurgy and Heat Treatment 3rd edn, [M]. (Harbin Institute of Technology Press, 2007).
Acknowledgements
The authors are grateful for the support provided by the Natural Science Foundation of Jilin Province (20240101088JC).
Funding
Natural Science Foundation of Jilin Province (20240101088JC).
Author information
Authors and Affiliations
Contributions
Z.H.F,Z.C.L. propose research methods. S.W.B,M.C. data analysis, D.X.Y. writing, G.H.C,H.X.P checking review.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhang, H., Dai, X., Guo, H. et al. Influence of synchronized rolling-assisted process on crack and properties of Ni-WC laser cladding layers. Sci Rep 15, 15663 (2025). https://doi.org/10.1038/s41598-025-99728-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-025-99728-9
